Wat is een vacuümrubbervulkaniseermachine
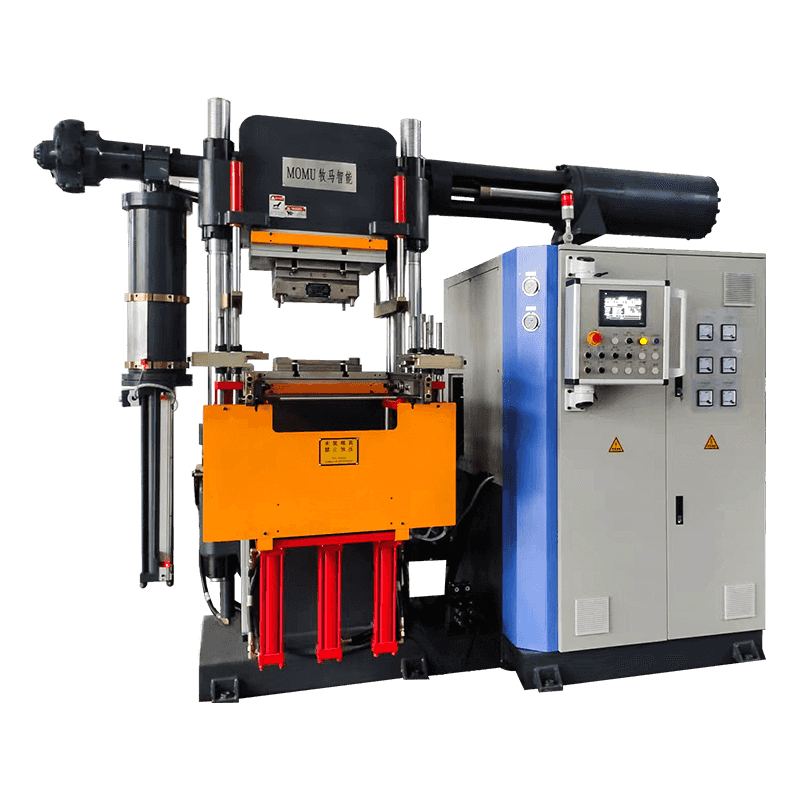
EEN vacuüm rubber vulkaniseermachine is een industrieel perssysteem dat hitte, druk en een gecontroleerde vacuümomgeving combineert om rubberverbindingen uit te harden in hun uiteindelijke, duurzame vorm. Vulkanisatie is het chemische proces waarbij ruwe of samengestelde rubber wordt verknoopt door middel van hitte en een uithardingsmiddel (meestal zwavel of een peroxide) waardoor een zacht, buigzaam materiaal wordt omgezet in een sterk, elastisch en thermisch stabiel product. De toevoeging van vacuüm aan dit proces is wat deze machine onderscheidt van standaard rubberpersen: door lucht en vluchtige gassen uit de vormholte te evacueren voor en tijdens het uitharden, elimineert de machine porositeit, luchtbellen en holtedefecten die anders de structurele integriteit en oppervlaktekwaliteit van het afgewerkte rubberen onderdeel in gevaar zouden brengen.
Deze technologie wordt op grote schaal toegepast in industrieën waar rubberen componenten moeten voldoen aan strenge normen voor dichtheidsuniformiteit, oppervlakteafwerking, maatnauwkeurigheid en mechanische prestaties. Van auto-afdichtingen en lucht- en ruimtevaartpakkingen tot siliconenonderdelen van medische kwaliteit en industriële precisiemembranen, vacuümvulkaniseermachines produceren rubberproducten die standaard heetpersmethoden eenvoudigweg niet kunnen evenaren wat betreft consistentie of defectvrije kwaliteit.
Hoe het vacuümvulkanisatieproces werkt
De werkingscyclus van een vacuümrubbervulkaniseermachine volgt een zorgvuldig opeenvolgend aantal fasen, die elk een cruciale rol spelen bij het bereiken van een defectvrije uitharding. Door deze volgorde te begrijpen, kunnen operators en ingenieurs procesparameters voor specifieke rubberverbindingen en matrijsgeometrieën optimaliseren.
Vormen laden en eerste sluiting
Het proces begint met het plaatsen van het niet-uitgeharde rubbermengsel – hetzij als voorvorm, plaat of door injectie geleverd schot – in de vormholte. De mal wordt vervolgens gesloten tot een voordruk die het rubber op zijn plaats houdt zonder nog volledige uithardingskracht uit te oefenen. In dit stadium is de mal nog niet volledig afgedicht en is het vacuümsysteem nog niet geactiveerd.
Vacuümevacuatie
Zodra de matrijs zijn voorlopige gesloten positie bereikt, wordt de vacuümpomp geactiveerd en wordt lucht uit de matrijsholte gezogen via speciale evacuatiekanalen die in de matrijs of de plaat zijn aangebracht. Het beoogde vacuümniveau varieert doorgaans van -0,08 MPa tot -0,098 MPa (ongeveer 95-99% vacuüm), en de evacuatiefase duurt tussen de 15 en 90 seconden, afhankelijk van het malvolume en het type verbinding. Deze stap verwijdert opgeloste lucht uit het rubbermengsel, verwijdert vocht en elimineert vluchtige bijproducten die anders tijdens het uitharden bellen of holtes zouden vormen.
Volledige druktoepassing en uitharding
Terwijl het vacuüm wordt gehandhaafd, past de pers de volledige klemdruk toe – gewoonlijk tussen 10 en 25 MPa, afhankelijk van de productspecificatie – terwijl de verwarmde platen de matrijs op de beoogde uithardingstemperatuur brengen, doorgaans tussen 150 °C en 200 °C voor de meeste met zwavel uitgeharde verbindingen. De combinatie van warmte en druk initieert en drijft de verknopingsreacties binnen de rubbermatrix aan. De uithardingstijd varieert van enkele minuten voor dunne delen tot meer dan een uur voor dikke of complexe delen. Gedurende deze fase blijft het vacuüm eventuele resterende gasmigratie onderdrukken.

Drukontlasting en ontvormen
Zodra de uithardingscyclus is voltooid, laat de pers de klemdruk los, wordt het vacuüm ontlucht en wordt de mal geopend. Het uitgeharde rubberen onderdeel wordt verwijderd – meestal met behulp van uitwerppennen of perslucht – en ondergaat een inspectie na het uitharden. Indien nodig wordt het trimmen uitgevoerd voordat het onderdeel doorgaat naar kwaliteitscontrole en verpakking.
Kernvoordelen van vacuümvulkanisatie ten opzichte van standaard hete persmethoden
De vacuümomgeving verandert fundamenteel de kwaliteitsresultaten van het uitharden van rubber. Fabrikanten die overstappen van conventionele heetpersvulkanisatie naar vacuümondersteunde systemen rapporteren consequent meetbare verbeteringen op basis van meerdere kwaliteits- en productiviteitsstatistieken:
- Eliminatie van porositeit en luchtinsluitsels: EENir trapped inside rubber compounds during mixing and forming creates voids that reduce tensile strength, tear resistance, and pressure-holding capacity. Vacuum evacuation removes these air pockets before they become locked into the cured structure, producing parts with measurably higher density and mechanical uniformity.
- Superieure oppervlakteafwerking: Zonder ingesloten lucht op het grensvlak van het maloppervlak stroomt het rubber netjes in elk detail van de holte, waardoor scherpere randen, schonere letters of textuurreproductie worden geproduceerd en een gladde, defectvrije huidafwerking die de secundaire afwerkingseisen vermindert.
- Verbeterde dimensionale consistentie: Vacuümondersteunde uitharding zorgt ervoor dat het rubber de vormholte gelijkmatig vult onder gecontroleerde omstandigheden, waardoor diktevariatie en dimensionale spreiding van onderdeel tot onderdeel worden verminderd - een cruciale vereiste voor afdichtingstoepassingen waarbij de toleranties krap zijn.
- Betere prestaties met vochtgevoelige verbindingen: Siliconenrubber, EPDM en bepaalde speciale verbindingen zijn gevoelig voor vochtverontreiniging tijdens het uitharden. De vacuümomgeving verwijdert vocht voordat dit blaren op het oppervlak, verkleuring of onvolledige uitharding in de aangetaste zones kan veroorzaken.
- Lagere uitval- en herbewerkingspercentages: Door de primaire oorzaken van interne en oppervlaktedefecten te elimineren, vermindert vacuümvulkanisatie het aantal onderdelen dat niet wordt geïnspecteerd aanzienlijk, waardoor de materiaalverspilling en de arbeidskosten voor herbewerking worden verlaagd.
- Compatibiliteit met complexe geometrieën: Diepe holtes, dunne wanden, ondersnijdingen en ingewikkelde interne kanalen worden allemaal betrouwbaarder gevuld wanneer de mal onder vacuüm staat, omdat er geen concurrerende luchtdruk is die de rubberstroom naar beperkte gebieden tegenhoudt.
Industrieën en toepassingen die afhankelijk zijn van vacuümrubbervulkaniseermachines
De vraag naar vacuümvulkaniseermachines omvat een breed scala aan industrieën, elk met specifieke prestatie-eisen die het vacuümproces sterk de voorkeur geven of technisch verplicht maken:
| Industrie | Typische producten | Belangrijkste vereiste |
| EENutomotive | Deurafdichtingen, pakkingen, O-ringen, bussen | Dimensionale precisie, nul porositeit |
| EENerospace | Brandstofsysteemafdichtingen, trillingsdempers | Defectvrije structuur, hoge betrouwbaarheid |
| Medische apparaten | Siliconenimplantaten, diafragma's, slangen | Zuiverheid, oppervlaktekwaliteit, biocompatibiliteit |
| Elektronica | Toetsenborden, connectoren, inkapseling | Fijne detailreproductie, consistentie |
| Industriële apparatuur | Pompmembranen, rollen, transportbandonderdelen | Mechanische duurzaamheid, uniforme dichtheid |
| Schoeisel | Rubberen buitenzolen, hielcomponenten | Oppervlakteafwerking, slijtvastheid |
| Energie / Olie & Gas | Hogedrukafdichtingen, packers, mouwen | Drukintegriteit, chemische bestendigheid |
In sectoren als de lucht- en ruimtevaart en medische apparatuur is vacuümvulkanisatie niet alleen een kwaliteitsvoorkeur; het is een certificeringseis. Regelgevingsnormen voor rubbercomponenten op deze gebieden schrijven defectvrije interne structuren voor die alleen op betrouwbare wijze kunnen worden bereikt door middel van vacuümondersteunde uitharding.
Belangrijke technische specificaties die u moet evalueren bij het selecteren van een machine
Het kiezen van de juiste vacuümrubbervulkaniseermachine vereist een zorgvuldige evaluatie van zowel mechanische specificaties als procescontrolespecificaties. De volgende parameters hebben de meest directe impact op de productiecapaciteit en productkwaliteit:
Grootte en configuratie van de glasplaat
De afmetingen van de plaat bepalen de maximale voetafdruk van de mal die de machine kan verwerken. Gangbare plaatformaten variëren van 300 × 300 mm voor laboratorium- of kleine productie tot 1.200 × 1.200 mm voor grote industriële componenten. Bij meerdaglichtconfiguraties (machines met drie of meer plaatniveaus) kunnen meerdere mallen tegelijkertijd worden uitgehard, waardoor de output per machinecyclus aanzienlijk wordt verhoogd zonder dat er extra vloeroppervlak nodig is.
Klemkracht
De klemkracht, uitgedrukt in kilonewton (kN) of ton, moet voldoende zijn om de mal volledig te sluiten tegen de interne druk die wordt gegenereerd door het uitzettende rubber tijdens het uitharden. Onvoldoende klemkracht resulteert in flits, dimensionale overgroei en defecten in de schimmelscheiding. Typische klemkrachten variëren van 100 kN voor kleine persen tot meer dan 10.000 kN voor industriële systemen van groot formaat.
Prestaties van het vacuümsysteem
De capaciteit van de vacuümpomp en het haalbare vacuümniveau zijn kritische parameters. Een pomp met hoge capaciteit bereikt het beoogde vacuümniveau sneller, waardoor de cyclustijd wordt verkort. Het vacuümniveau moet verifieerbaar zijn via gekalibreerde meters met datalogging-mogelijkheid, vooral voor fabrikanten die produceren volgens lucht- en ruimtevaart- of medische kwaliteitsnormen die gedocumenteerde procesregistraties vereisen voor elke productiepartij.
Temperatuuruniformiteit over de glasplaat
Temperatuurvariatie over het plaatoppervlak veroorzaakt direct ongelijkmatige uithardingssnelheden in de mal. De beste praktijken in de sector vereisen temperatuuruniformiteit binnen ±2°C over het gehele degeloppervlak. Machines uitgerust met verwarmingselementen met onafhankelijke zones en PID-temperatuurregelaars met gesloten lus behouden een strakkere uniformiteit dan systemen met één zone, en deze specificatie moet worden geverifieerd met feitelijke meetgegevens die door de fabrikant worden verstrekt.
Besturingssysteem en datalogging
Moderne vacuümvulkaniseermachines zijn uitgerust met programmeerbare logische controllers (PLC's) en mens-machine-interfaces (HMI's) met aanraakscherm waarmee operators meerdere uithardingsrecepten kunnen opslaan, meertraps druk- en temperatuurprofielen kunnen instellen en procesparameters in realtime kunnen bewaken. Dataloggingcapaciteit – het registreren van temperatuur, druk, vacuümniveau en cyclustijd voor elke productierun – wordt steeds vaker vereist door kwaliteitsmanagementsystemen die werken onder ISO- of IATF-normen.
Veelgebruikte verwerkte rubberverbindingen en hun specifieke vereisten
Verschillende rubberverbindingen gedragen zich anders onder vacuümvulkanisatieomstandigheden, en de procesparameters van de machine moeten dienovereenkomstig worden aangepast. De meest verwerkte materialen zijn onder meer:
- Natuurlijk rubber (NR): Vereist gematigde uithardingstemperaturen (150–160°C) en profiteert aanzienlijk van vacuüm vanwege de neiging om atmosferisch vocht te absorberen tijdens opslag van het mengsel. Vacuümevacuatie voorkomt blaarvorming op het oppervlak veroorzaakt door het vrijkomen van stoom tijdens het uitharden.
- Siliconenrubber (VMQ/LSR): Siliconen zijn zeer gevoelig voor vervuiling en vocht. Vacuümuitharden is in wezen de standaardpraktijk voor medische en voedselveilige siliconenonderdelen, waarbij elke porositeit of oppervlaktedefect onaanvaardbaar is. Uithardingstemperaturen variëren doorgaans van 160°C tot 200°C.
- EPDM: EPDM-verbindingen worden veel gebruikt in afdichtingen voor auto's en dakmembranen en geven tijdens het uitharden vluchtige bijproducten vrij die interne holtes creëren zonder vacuümondersteuning. Vacuümevacuatie is standaard voor hoogwaardige EPDM-afdichtingscomponenten.
- Nitrilrubber (NBR): NBR wordt veelvuldig gebruikt in oliebestendige afdichtingen en O-ringen en profiteert van vacuümverwerking bij de productie van onderdelen voor hydraulische en pneumatische systemen waarbij een interne structuur zonder holle ruimtes van cruciaal belang is voor de drukintegriteit.
- Fluorkoolstofrubber (FKM/Viton): Hoogwaardig afdichtingsmiddel voor extreme chemische en temperatuuromgevingen. FKM is duur, waardoor het percentage defecten bij niet-vacuümverwerking een aanzienlijke kostenpost is. Vacuümvulkanisatie vermindert de schrootpercentages voor dit materiaal aanzienlijk.
Onderhoudspraktijken die de prestaties en levensduur van machines beschermen
EEN vacuum rubber vulcanizing machine represents a substantial capital investment, and consistent preventive maintenance is essential to protect that investment and maintain production quality over the machine's operational life. The following maintenance practices are considered industry standard:
- Onderhoud van vacuümpompen: De vacuümpomp is het meest onderhoudsintensieve onderdeel. Olieafgedichte schottenpompen moeten de olie verversen volgens de door de fabrikant gespecificeerde intervallen (doorgaans elke 500 tot 1.000 bedrijfsuren) en de toestand van de olie moet dagelijks visueel worden geïnspecteerd. Vervuilde pompolie vermindert het haalbare vacuümniveau en verhoogt de pompslijtage.
- Kalibratie van de temperatuur van de glasplaat: De oppervlaktetemperatuur van de plaat moet ten minste elk kwartaal worden geverifieerd aan de hand van gekalibreerde referentiethermokoppels. Temperatuurschommelingen veroorzaakt door verouderende verwarmingselementen of degradatie van thermokoppels hebben een directe invloed op de uithardingskwaliteit en kunnen onopgemerkt blijven zonder systematische kalibratiecontroles.
- Inspectie van het hydraulisch systeem: Controleer maandelijks het niveau en de toestand van de hydraulische vloeistof. Inspecteer slangen, fittingen en cilinderafdichtingen bij elke start van de dienst op lekkage. De hydraulische druk moet elk kwartaal worden gecontroleerd aan de hand van de nominale specificaties van de machine, met behulp van een onafhankelijke meter.
- Vacuümlijn en afdichtingsintegriteit: Inspecteer alle vacuümleidingen, fittingen en vormafdichtingsgroeven op scheuren, ophoping van rubberresten of verslechtering van de afdichting. Zelfs kleine vacuümlekken verminderen de haalbare vacuümniveaus aanzienlijk en brengen de procesconsistentie in gevaar.
- Smering van degel- en geleidingskolom: EENpply manufacturer-specified lubricants to guide columns, tie bars, and platen sliding surfaces at recommended intervals to prevent galling, uneven platen movement, and premature wear on precision-machined components.
Het opstellen van een gedocumenteerd preventief onderhoudsschema – met ondertekende voltooiingsgegevens voor elke taak – wordt sterk aanbevolen voor fabrikanten die werken onder ISO 9001, IATF 16949 of gelijkwaardige kwaliteitsmanagementkaders. Goed onderhoud verlengt niet alleen de levensduur van de machine, maar zorgt er ook voor dat de tijdens de validatie geregistreerde procesparameters representatief blijven voor de werkelijke machineprestaties gedurende de gehele productielevenscyclus.