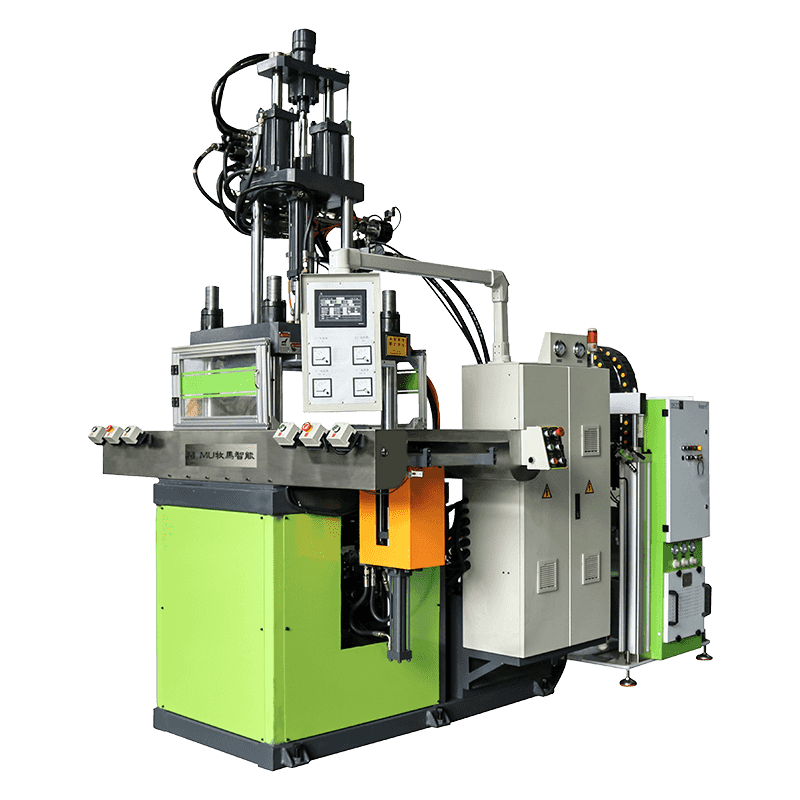
Spuitgieten met vloeibaar siliconenrubber (LSR) is een van de meest nauwkeurige en veelzijdige productieprocessen die beschikbaar zijn voor de productie van flexibele, hittebestendige en biocompatibele siliconencomponenten. Centraal in dit proces staat de LSR-spuitgietmachine: een zeer gespecialiseerd apparaat dat fundamenteel verschilt van standaard thermoplastische spuitgietmachines. Of u nu de LSR-verwerking evalueert voor medische apparatuur, autozegels, babyproducten of consumentenelektronica: inzicht in hoe deze machines werken en wat ze uniek maakt, is essentieel voor het nemen van weloverwogen productiebeslissingen.
Wat LSR-spuitgieten anders maakt dan standaard spuitgieten
Standaard thermoplastisch spuitgieten smelt vaste plastic pellets, injecteert het gesmolten materiaal in een gekoelde mal en werpt het gestolde deel uit. LSR-spuitgieten werkt precies in de tegenovergestelde thermische richting. Vloeibaar siliconenrubber is een koud verwerkbaar, tweecomponenten thermohardend materiaal dat bij kamertemperatuur wordt bewaard en in een verwarmde mal wordt gepompt, waar het verknoopt (of vulcaniseert) tot zijn uiteindelijke vaste vorm.
Deze omkering van het thermische proces heeft diepgaande gevolgen voor het machineontwerp. Het materiaaltoevoersysteem moet koud worden gehouden om voortijdige uitharding te voorkomen, terwijl de mal moet worden verwarmd – doorgaans tussen 150°C en 220°C – om de vulkanisatiereactie binnen een gecontroleerde cyclustijd op gang te brengen en te voltooien. Elk onderdeel van een LSR-spuitgietmachine is ontworpen rond deze proceslogica met koude toevoer en warme uitharding.
Bovendien is LSR een tweedelig systeem: Component A bevat het basissiliconenpolymeer en een platinakatalysator, terwijl Component B de crosslinker en pigmenten of andere additieven bevat. Deze twee componenten moeten worden gedoseerd in een precieze volumeverhouding van 1:1, grondig gemengd zonder luchtbellen te introduceren, en in de mal worden geïnjecteerd voordat er enige significante uitharding begint.

Belangrijkste componenten van een LSR-spuitgietmachine
Een LSR-spuitgietsysteem bestaat uit verschillende geïntegreerde subsystemen, die elk een cruciale functie vervullen bij het leveren van consistente, defectvrije siliconenonderdelen.
Drumpomp- en meeteenheid
De vatpompeenheid zuigt de twee LSR-componenten uit hun oorspronkelijke toevoervaten met behulp van volgplaten die op het materiaaloppervlak drukken om het binnendringen van lucht te voorkomen. Elk onderdeel wordt door een afzonderlijke, nauwkeurig gekalibreerde doseerpomp gevoerd – meestal een tandwielpomp of zuigerpomp – die het volumetrische debiet met hoge nauwkeurigheid regelt. De verhouding tussen Component A en Component B wordt gedurende de gehele opname op exact 1:1 gehouden. Elke afwijking van deze verhouding resulteert in onvolledige uitharding, kleverige onderdelen of verminderde fysieke eigenschappen van het voltooide onderdeel.
Statisch en dynamisch mengsysteem
Na het doseren passeren de twee componenten een mengsysteem voordat ze het injectievat binnenkomen. Statische mengers – spiraalvormige elementen in een buis – creëren een turbulente vouwbeweging waardoor de componenten grondig worden gemengd zonder bewegende delen. Voor kleurkritische of additiefrijke formuleringen kunnen dynamische mengers met roterende elementen worden gebruikt voor intensiever mengen. Het mengsysteem moet een volledig homogeen mengsel produceren zonder luchtinsluiting, aangezien eventuele luchtinsluitingen als holtes of oppervlaktedefecten in het vormdeel zullen verschijnen.
Cold Runner injectievat en schroef
In tegenstelling tot thermoplastische machines waarbij het vat wordt verwarmd, wordt het LSR-injectievat gekoeld – vaak met water of koelmiddel – om het materiaal tijdens het doseren en injecteren onder de activeringstemperatuur te houden. De schroef in een LSR-machine is speciaal ontworpen voor het hanteren van een vloeibaar, laagviskeus materiaal. Het beschikt doorgaans over een lage compressieverhouding en een afsluitklep aan de punt van het mondstuk om kwijlen van de laagviskeuze siliconen tussen de opnames te voorkomen. Temperatuurregeling van het vat is van cruciaal belang; zelfs een kleine stijging van de temperatuur van het vat kan voortijdige verknoping veroorzaken, waardoor het systeem verstopt raakt en kostbare stilstand ontstaat.
Verwarmde vorm- en klemeenheid
De mal in een LSR-machine wordt elektrisch verwarmd tot de vulkanisatietemperatuur en gehandhaafd met een strakke thermische uniformiteit over alle holtes. De klemeenheid – die de mal gesloten houdt tegen de injectiedruk – moet voldoende kracht leveren om vlamvorming te voorkomen, aangezien LSR een zeer lage viscositeit heeft en zelfs kleine gaten in de scheidingslijn zal doordringen. De klemkrachten voor LSR-matrijzen worden berekend op basis van het geprojecteerde onderdeeloppervlak en de injectiedruk, en liggen doorgaans tussen 50 en 500 ton, afhankelijk van het aantal holtes en de onderdeelgeometrie.
Het LSR-spuitgietproces stap voor stap
Door de volgorde van de handelingen in een LSR-spuitgietcyclus te begrijpen, wordt duidelijk waarom elk onderdeel van de machine is ontworpen zoals het is.
- Materiaaldosering: De vatpompen zuigen componenten A en B uit hun toevoervaten en de doseereenheid levert ze in een nauwkeurige volumetrische verhouding van 1:1 aan het mengsysteem.
- Mengen: De twee componenten worden grondig gemengd in de statische of dynamische menger, waardoor een homogeen, belvrij mengsel ontstaat dat klaar is voor injectie.
- Dosering: De gemengde LSR wordt gedoseerd in het gekoelde injectievat, waardoor het precieze shotvolume wordt verzameld dat nodig is om alle holtes plus het runnersysteem te vullen.
- Matrijs sluiten: De klemeenheid sluit en vergrendelt de mal met volledige klemkracht voordat het injecteren begint.
- Injectie: De schroef beweegt zich voort en duwt de LSR met gecontroleerde snelheid en druk door het koude runnersysteem en in de verwarmde vormholten.
- Vulcanisatie: De verwarmde mal veroorzaakt de door platina gekatalyseerde verknopingsreactie. Het onderdeel hardt uit in de mal gedurende een geprogrammeerde verblijftijd – doorgaans 15 tot 90 seconden, afhankelijk van de wanddikte, materiaalkwaliteit en maltemperatuur.
- Vorm openen en ontvormen: Zodra het uitharden is voltooid, gaat de mal open en worden de onderdelen uitgeworpen – handmatig, door uitwerppennen of door een robotontvormsysteem. Omdat LSR-onderdelen flexibel zijn, kunnen ze vaak uit complexe geometrieën worden gehaald die onmogelijk zouden zijn met stijve thermoplastische materialen.
Specificaties van LSR-spuitgietmachines vergeleken
| Specificatie | Typisch bereik | Belang |
| Klemkracht | 50–500 ton | Voorkomt flitsen op LSR met lage viscositeit |
| Vat temperatuur | 5°C – 25°C (gekoeld) | Voorkomt voortijdige uitharding in het vat |
| Schimmel temperatuur | 150°C – 220°C | Regelt de uithardingssnelheid en onderdeeleigenschappen |
| Nauwkeurigheid van de meetverhouding | ±0,5% of beter | Zorgt voor een volledige en consistente uitharding |
| Schotvolume | 0,1 cm³ – 3.000 cm³ | Bepaalt de onderdeelgrootte en het aantal holtes |
| Uithardingscyclustijd | 15 – 90 seconden | Heeft invloed op de doorvoer en productiekosten |
| Aantal gaatjes | 1 – 128 | Schaalt de uitvoer voor productie van grote volumes |
Industrieën en toepassingen die afhankelijk zijn van LSR-spuitgietmachines
De unieke combinatie van eigenschappen van LSR – biocompatibiliteit, thermische stabiliteit van -60°C tot meer dan 200°C, elektrische isolatie, chemische weerstand en optische helderheid in bepaalde kwaliteiten – maakt het het materiaal bij uitstek in een breed scala van veeleisende industrieën.
Medische en gezondheidszorgapparatuur
LSR wordt veelvuldig gebruikt in medische toepassingen omdat het kan worden gesteriliseerd door autoclaaf, gammastraling of ethyleenoxide zonder dat het wordt afgebroken. LSR-spuitgietmachines produceren componenten zoals ademhalingsmaskers, spuitstoppers, kathetertips, implanteerbare afdichtingen, peristaltische pompslangen en producten voor zuigelingenvoeding. LSR-formuleringen van medische kwaliteit voldoen aan de biocompatibiliteitsnormen ISO 10993, en het gesloten, contaminatievrije karakter van het spuitgietproces maakt het geschikt voor productie in cleanrooms.
Auto-onderdelen
In de automobielsector wordt LSR gebruikt voor bougiedoppen, doorvoertules, connectorafdichtingen, pakkingen en sensorbehuizingen die bestand moeten zijn tegen extreme temperatuurschommelingen en blootstelling aan oliën en brandstoffen. De hoge thermische stabiliteit van LSR maakt het veel geschikter dan conventioneel rubber voor motorruimtecomponenten die betrouwbaar moeten presteren, van koude start tot hoge bedrijfstemperaturen.
Consumentenelektronica en wearables
Smartwatch-bandjes, oordopjes, knopmembranen, waterdichte afdichtingen voor smartphones en toetsenbordsleutelmembranen worden allemaal gewoonlijk vervaardigd met behulp van LSR-spuitgieten. Het vermogen om LSR te gieten in complexe geometrieën met nauwe toleranties – en in elke kleur – maakt het ideaal voor consumentenproducten waarbij zowel prestaties als esthetiek belangrijk zijn.
Producten voor baby's en voedselcontact
Zuigflesspenen, fopspenen, bijtringen en voedselveilige afdichtingen voor keukenapparatuur worden in LSR geproduceerd omdat het materiaal vrij is van BPA, ftalaten en andere schadelijke weekmakers. Het is bestand tegen herhaalde sterilisatiecycli, behoudt de flexibiliteit bij lage temperaturen en absorbeert geen smaken of geuren – allemaal kritische eigenschappen voor toepassingen die in contact komen met voedsel en bij baby's.
Factoren waarmee u rekening moet houden bij het selecteren van een LSR-spuitgietmachine
Het goede kiezen LSR-spuitgietmachine vereist een zorgvuldige evaluatie van uw specifieke productievereisten, materiaaleigenschappen en kwaliteitsdoelstellingen. Als u de verkeerde machine voor uw toepassing aanschaft, resulteert dit in kwaliteitsgebreken, overmatig uitval en problemen bij het behalen van de productiedoelstellingen.
- Onderdeelgrootte en shotgewicht: De injectie-eenheid van de machine moet zo zijn gedimensioneerd dat hij het precieze shotvolume kan leveren dat nodig is voor uw aantal onderdelen en caviteiten. Extra grote injectie-eenheden verminderen de doseernauwkeurigheid voor kleine onderdelen; ondermaatse eenheden kunnen geen grote mallen of mallen met meerdere holtes vullen.
- Meetnauwkeurigheid: Voor kritische toepassingen zoals medische of voedselcontactonderdelen is een meetnauwkeurigheid van ±0,5% of beter vereist. Controleer de specificaties van het meetsysteem en vraag de leverancier om gedocumenteerde procescapaciteitsgegevens.
- Coldrunner- of wasterunnersysteem: Cold runner-systemen voor LSR (die het runnermateriaal niet-uitgehard en recyclebaar of herinjecteerbaar houden) verminderen de materiaalverspilling aanzienlijk en zijn standaard op productiemachines met grote volumes. Bevestig de compatibiliteit van het runnersysteem met uw matrijsontwerp.
- Compatibiliteit met cleanrooms: Voor de productie van medische hulpmiddelen moet de machine compatibel zijn met cleanroominstallaties: roestvrijstalen of gecoate oppervlakken, minimale deeltjesproductie en compatibiliteit met cleanroomkleding en toegangsprotocollen.
- Automatiseringsintegratie: De LSR-productie met grote volumes profiteert aanzienlijk van geïntegreerd robotontvormen, vision-inspectiesystemen en op transportbanden gebaseerde onderdelenbehandeling. Controleer vóór aankoop of de interface van de machine compatibel is met uw automatiseringsvereisten.
- Vacuümontluchtingsmogelijkheid: Voor onderdelen die een uitzonderlijke oppervlaktekwaliteit vereisen of voor het verwerken van LSR van optische kwaliteit, moet de vormholte vóór injectie worden geëvacueerd om ingesloten lucht te verwijderen. Controleer of het ontwerp van de machine en de matrijs vacuümventilatie ondersteunt als dit voor uw toepassing vereist is.
Voordelen van LSR-spuitgietmachines ten opzichte van alternatieve siliconenverwerkingsmethoden
LSR-spuitgieten concurreert met compressiegieten en transfergieten als methoden voor het produceren van siliconenrubberonderdelen. Elke methode heeft zijn plaats, maar LSR-spuitgieten biedt aanzienlijke voordelen voor de productie van middelgrote tot grote volumes van precisiecomponenten.
- Cyclustijd: De cyclustijden van LSR-spuitgieten zijn aanzienlijk korter dan die van compressiegieten, vooral bij dunwandige onderdelen, waardoor een veel hogere doorvoer per ploegendienst mogelijk is.
- Dimensionale consistentie: Het gesloten, geautomatiseerde injectieproces produceert veel nauwere maattoleranties dan compressieprocessen met open matrijs, die worden beïnvloed door de variabiliteit van de operator bij de materiaalplaatsing en het sluiten van de matrijs.
- Materiaal afval: Cold Runner LSR-injectiesystemen produceren vrijwel geen materiaalverspilling, omdat niet-uitgehard runnermateriaal opnieuw wordt geïnjecteerd. Compressie- en transfergieten genereren aanzienlijk flash- en runner-schroot.
- Automatiseringspotentieel: LSR-spuitgieten is volledig compatibel met robotautomatisering, waardoor de productie van grote aantallen onderdelen zonder problemen mogelijk is. Compressiegieten is inherent arbeidsintensiever.
- Meercomponentengieten: LSR-spuitgietmachines can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Onderhouds- en operationele overwegingen voor LSR-machines
LSR-spuitgietmachines vereisen gedisciplineerd onderhoud om materiaalophoping, uitharding in het vat en doseerdrift te voorkomen. Aan het einde van elke productierun moet het materiaaltoevoersysteem grondig worden gespoeld met een spoelmiddel of een neutrale siliconenbasis om alle gemengde LSR te verwijderen voordat deze uithardt in de leidingen, mixer of vat. Uitgeharde siliconen in het injectiesysteem zijn uiterst moeilijk te verwijderen en vereisen doorgaans volledige demontage van de aangetaste componenten.
De doseerpompen moeten regelmatig worden gekalibreerd – minimaal tijdens elke materiaalwisseling – om te verifiëren dat de verhouding van 1:1 nauwkeurig wordt gehandhaafd. Matrijstemperatuurregelaars en verwarmingselementen moeten periodiek worden gecontroleerd op kalibratieafwijking en hotspotontwikkeling, omdat ongelijkmatige matrijstemperaturen inconsistente uitharding en kromtrekken van onderdelen veroorzaken. Met de juiste onderhoudsprotocollen zal een goed gespecificeerde LSR-spuitgietmachine jarenlang betrouwbare, hoogwaardige productie-output leveren.