Wat is een klemmachine voor vloeibare siliconenvormen en waarom is het belangrijk?
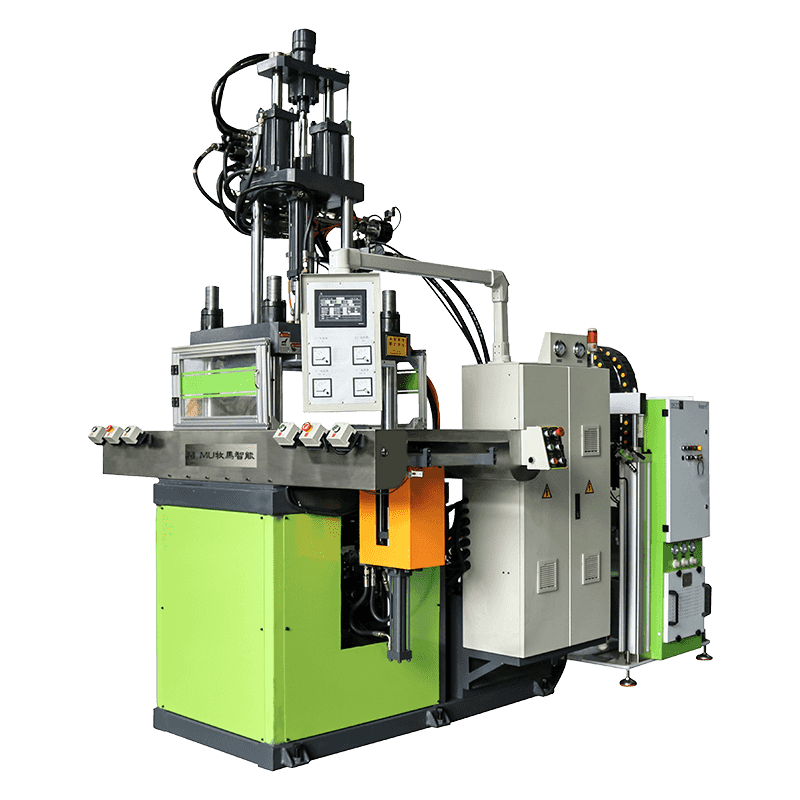
EEN vloeibare siliconen mal klemmachine - gewoonlijk een LSR-spuitgietmachine (Liquid Silicone Rubber) met geïntegreerd klemsysteem genoemd - is een gespecialiseerd stuk productieapparatuur dat is ontworpen om tweecomponenten vloeibaar siliconenrubber te verwerken tot nauwkeurig gegoten onderdelen. In tegenstelling tot conventionele thermoplastische spuitgietmachines moeten LSR-machines een materiaal verwerken dat koud in een verwarmde vormholte wordt gevoerd, waar het een vulkanisatie- (uithardings)reactie ondergaat in plaats van een op koeling gebaseerde stolling. De klemeenheid speelt een cruciale rol in dit proces door tijdens de injectie-, vul- en uithardingscycli een nauwkeurige, consistente sluitkracht van de mal te behouden. Hierdoor wordt flits voorkomen, wordt de maatnauwkeurigheid gewaarborgd en wordt de mal beschermd tegen schade veroorzaakt door interne injectiedruk.
Het belang van het klemsysteem wordt vergroot bij de verwerking van vloeibare siliconen, omdat LSR een extreem lage viscositeit heeft in vergelijking met thermoplastische kunststoffen – vaak in het bereik van 100.000 tot 300.000 mPa·s vóór het uitharden. Deze lage viscositeit betekent dat het materiaal gemakkelijk in de kleinste openingen tussen de scheidingsoppervlakken van de mal vloeit, waardoor zelfs kleine tekortkomingen in de klemkracht direct zichtbaar worden als flitsdefecten op het oppervlak van het onderdeel. Een goed gespecificeerde en gekalibreerde klemmachine elimineert dit risico en maakt gereedschapsconfiguraties met hoge holtes mogelijk die de productie-efficiëntie maximaliseren.
Kerncomponenten en hoe het klemsysteem functioneert
Door de architectuur van een klemmachine voor vloeibare siliconenvormen te begrijpen, kunnen fabrikanten weloverwogen aankoop- en operationele beslissingen nemen. De machine bestaat uit twee geïntegreerde subsystemen: de injectie-eenheid, die de tweecomponenten LSR doseert, mengt en injecteert, en de klemeenheid, die de matrijs onder gecontroleerde kracht opent, sluit en vergrendelt. Voor vloeibare siliconentoepassingen moeten beide subsystemen voldoen aan aanzienlijk strengere normen dan die voor standaard thermoplastische machines.
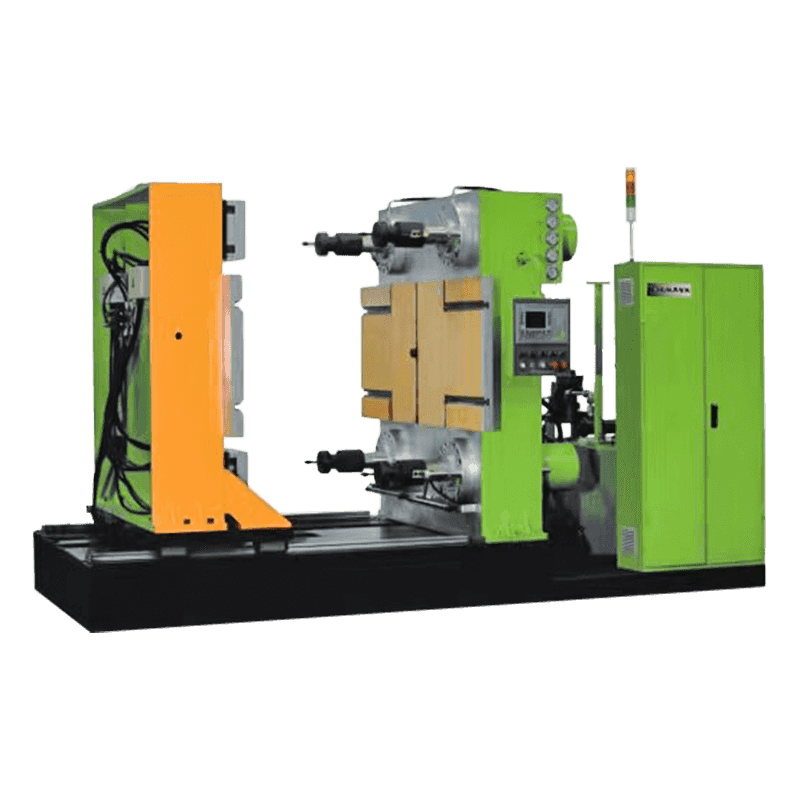
De klemeenheid
De klemeenheid bestaat uit een stationaire plaat, een bewegende plaat, trekstangen (of in sommige ontwerpen een frame zonder trekstang) en de klemactuator - die afhankelijk van het machineontwerp hydraulisch, tuimelmechanisch of servo-elektrisch kan zijn. De bewegende plaat beweegt langs de trekstangen of framegeleiders om de mal te openen en te sluiten. Zodra de mal volledig gesloten is, past de klemactuator de nominale klemkracht toe – gemeten in kilonewton (kN) of ton – om de malhelften aan elkaar te vergrendelen tegen de injectiedruk die ze uit elkaar duwt tijdens het vullen van het materiaal.
Voor LSR-verwerking moet de klemeenheid ook ruimte bieden aan een verwarmde mal (doorgaans gehandhaafd op 170–220°C), terwijl het injectiesysteem koud blijft (5–15°C). Dit thermische contrast betekent dat het ontwerp van het machineframe en de plaat rekening moet houden met differentiële thermische uitzetting om de parallelliteit en consistente klemkrachtverdeling over het matrijsvlak te behouden - cruciaal voor het bereiken van uniforme vlamvrije onderdelen in gereedschappen met meerdere holtes.
De injectie- en meeteenheid
De injectie-eenheid voor LSR-machines verschilt fundamenteel van thermoplastische eenheden. Het bestaat uit een tweecomponenten pomp- en doseersysteem – doorgaans een volumetrische verhouding van 1:1 van component A (het basispolymeer) en component B (de crosslinker/katalysator) – gecombineerd in een statische of dynamische menger voordat het het koude vat en de injectieschroef binnengaat. Pigmentdoseersystemen kunnen inline worden geïntegreerd voor gekleurde LSR-onderdelen. De injectieschroef wordt gekoeld om voortijdige vulkanisatie in de loop te voorkomen, en het mondstuk is voorzien van een naaldafsluitklep om kwijlen tussen de schoten te voorkomen.
Belangrijke technische specificaties die u moet evalueren bij het selecteren van een machine
Het selecteren van een klemmachine voor vloeibare siliconenvormen vereist een zorgvuldige evaluatie van verschillende onderling afhankelijke technische parameters. Het onderschatten van een enkele specificatie ten opzichte van uw gereedschaps- en productievereisten kan leiden tot aanhoudende kwaliteitsproblemen of machineschade. De volgende tabel vat de meest kritische specificaties en hun praktische betekenis samen:
| Specificatie | Typisch bereik | Waarom het ertoe doet |
| Klemkracht | 50 – 4.000 kN | Moet de geprojecteerde holtedruk overschrijden om flits te voorkomen |
| Grootte van de glasplaat | 200×200 mm – 1000×1000 mm | Bepaalt de maximale afmetingen van de malbasis |
| Daglichtopening | 200 – 800 mm | Moet geschikt zijn voor de hoogte van de mal plus de ontkistingsslag |
| Injectievolume | 2 – 3.000 cm³ | Moet overeenkomen met het totale schotgewicht, inclusief lopers |
| Meetnauwkeurigheid | ±0,5% of beter | Zorgt voor een consistente A:B-verhouding en uniformiteit van de uitharding |
| Vormtemperatuurregeling | Tot 250°C | Regelt de uithardingssnelheid en de kwaliteit van de onderdelen |
| Vat-/mondstuktemperatuur | 5 – 20°C (gekoeld) | Voorkomt voortijdige vulkanisatie in het toevoersysteem |
| Type klemaandrijving | Hydraulisch / tuimelschakelaar / servo-elektrisch | EENffects precision, energy use, and maintenance demands |
Hydraulisch versus tuimelschakelaar versus volledig elektrisch klemmen: de juiste aandrijving kiezen
De keuze van het klemaandrijvingstype is een van de meest consequente beslissingen bij het specificeren van een klemmachine voor vloeibare siliconenvormen. Elke aandrijftechnologie biedt een aparte reeks compromissen op het gebied van krachtconsistentie, energie-efficiëntie, precisie en onderhoudsvereisten – die allemaal aanzienlijke gevolgen hebben voor specifiek de LSR-verwerking.
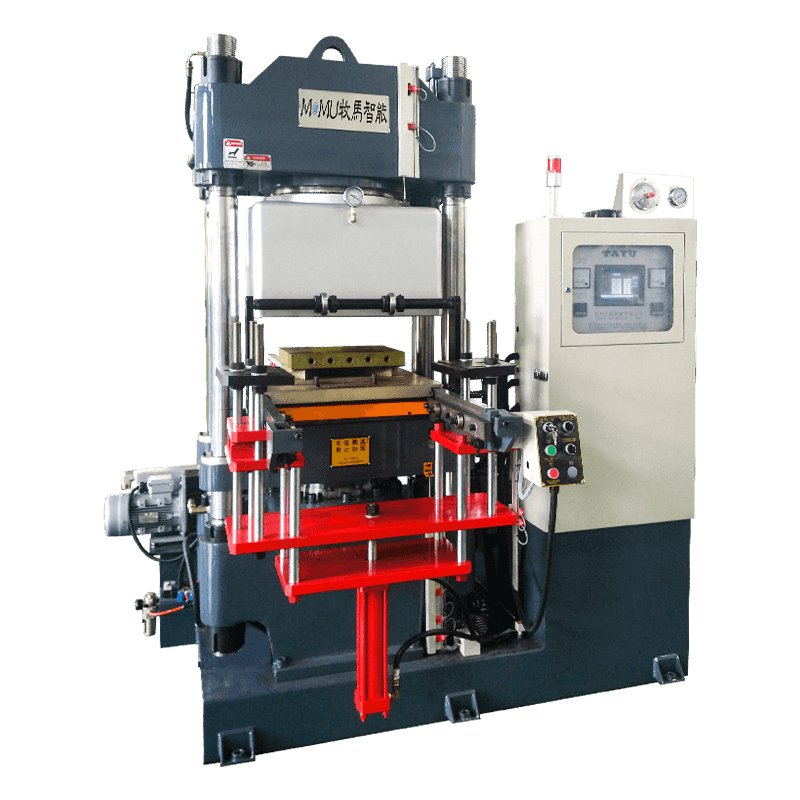
Hydraulische klemming
Hydraulische klemsystemen gebruiken olie onder druk om de klemcilinder direct te bedienen. Ze bieden hoge klemkrachten in compacte machineframes, waardoor ze zeer geschikt zijn voor LSR-machines met een groot tonnage die onderdelen met een grote footprint produceren, zoals afdichtingen voor auto's, pakkingen of grote behuizingen van medische apparatuur. Hydraulische systemen zorgen voor een soepele, continue krachtuitoefening en zijn relatief tolerant ten aanzien van een verkeerde uitlijning van de mal. Ze verbruiken echter voortdurend energie om de hydraulische druk op peil te houden, genereren warmte die moet worden beheerd en vereisen regelmatig onderhoud van hydraulische vloeistoffen en afdichtingsinspecties om besmetting te voorkomen – een probleem bij de productie van LSR's in cleanrooms voor medische of voedselcontacttoepassingen.
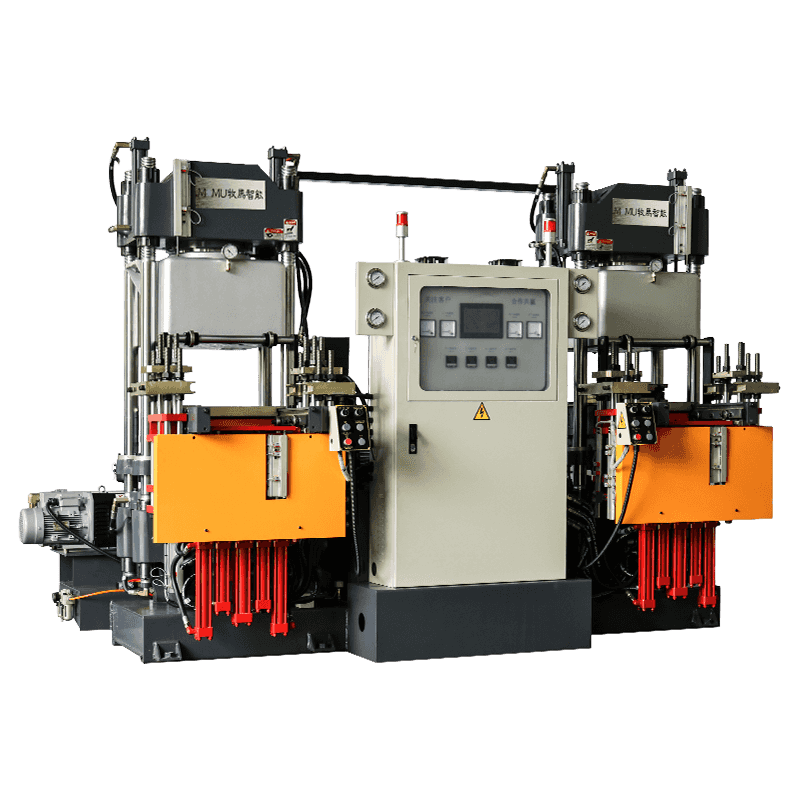
Schakel vastklemmen
Tuimelmechanismen maken gebruik van een mechanisch koppelingssysteem dat wordt aangedreven door een hydraulische of servoactuator om de kracht geometrisch te vermenigvuldigen wanneer de tuimelschakelaars hun volledig uitgeschoven (vergrendelde) positie naderen. Dit ontwerp biedt een zeer hoge klemkracht aan het einde van de slag met een relatief lage actuatorinspanning, waardoor het energiezuinig is voor toepassingen met een hoge cyclus. Toggle-machines worden veel gebruikt in middelgrote tot grote LSR-productie en bieden snelle droogcyclustijden. De belangrijkste beperking is dat de klemkracht gevoelig is voor de hoogte van de mal. Bij het verwisselen van de mal moeten de aanpassingen nauwkeurig worden uitgevoerd om ervoor te zorgen dat de schakelaar volledig uitsteekt op het juiste sluitpunt van de mal, wat zorgvuldige installatieprocedures vereist.
EENll-Electric (Servo-Electric) Clamping
EENll-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

Industrieën en toepassingen die afhankelijk zijn van LSR-spanmachines
Klemmachines voor vloeibare siliconenvormen bedienen een opmerkelijk breed scala aan industrieën, aangedreven door LSR's unieke combinatie van biocompatibiliteit, thermische stabiliteit, elektrische isolatie en duurzaamheid. Door te begrijpen welke industrieën het meest afhankelijk zijn van deze technologie, kunnen de machineprestatie-eisen die er in elke sector het meest toe doen in een context worden geplaatst.
- Medische hulpmiddelen en gezondheidszorg: LSR is FDA-conform, autoclaveerbaar en biocompatibel, waardoor het onmisbaar is voor de productie van ademhalingsmaskers, katheteronderdelen, klepmembranen, spuitafdichtingen, oordopjes voor hoortoestellen en grepen voor chirurgische instrumenten. Machines die in deze sector worden gebruikt, moeten voldoen aan de compatibiliteitsnormen voor cleanrooms en volledige traceerbaarheid van procesparameters bieden.
- EENutomotive: Afdichtingssystemen, bougiedoppen, connectorpakkingen en sensorbehuizingen gemaakt van LSR vereisen productie in grote volumes met nauwe maattoleranties. Hotrunner-gereedschappen met meerdere holtes die op klemmachines met een groot tonnage draaien, zijn standaard in faciliteiten van topleveranciers in de automobielsector.
- Baby- en babyproducten: Flesspenen, fopspenen, bijtringen en voedingsaccessoires worden geproduceerd van voedselveilige LSR op machines die zijn gevalideerd om te voldoen aan veiligheidsnormen zoals FDA 21 CFR en EU 10/2011 voor materialen die met voedsel in contact komen.
- Consumentenelektronica: Waterdichte afdichtingen voor smartphones, smartwatches en oordopjes; toetsenbordschakelaarmembranen; en onderdelen van draagbare apparaten die met de huid in contact komen, worden steeds vaker vervaardigd uit LSR vanwege de duurzaamheid en tactiele eigenschappen ervan.
- Industriële afdichting en vloeistofcontrole: O-ringen, membranen en op maat gemaakte pakkingen voor pompen, kleppen en chemische verwerkingsapparatuur profiteren van de weerstand van LSR tegen extreme temperaturen (-60°C tot 230°C), UV-straling en agressieve chemicaliën.
Procesparameters die rechtstreeks van invloed zijn op de klemprestaties en de kwaliteit van de onderdelen
Zelfs de meest nauwkeurig gespecificeerde klemmachine voor vloeibare siliconenvormen zal defecte onderdelen produceren als de procesparameters niet correct worden vastgesteld en onderhouden. LSR-gieten is gevoelig voor een cluster van onderling verbonden variabelen die operators en procesingenieurs voortdurend moeten monitoren en optimaliseren.
- Klemkracht vs. geprojecteerd holteoppervlak: Bereken de benodigde klemkracht door het totale geprojecteerde oppervlak van alle holtes en lopers (in cm²) te vermenigvuldigen met de gemiddelde injectiedruk (in kN/cm²). Pas een veiligheidsfactor van 1,2–1,5 toe om rekening te houden met drukpieken tijdens het vullen. Onvoldoende klemkracht resulteert in flits; overmatige kracht kan na verloop van tijd de scheidingsoppervlakken van de mal beschadigen.
- Uniformiteit van de schimmeltemperatuur: Ongelijkmatige verwarming van de matrijs leidt tot variabele uithardingssnelheden in de caviteit, waardoor onderdelen worden geproduceerd met een inconsistente hardheid, oppervlakteafwerking of maatnauwkeurigheid. Valideer de temperatuuruniformiteit over het hele matrijsvlak met behulp van thermische beeldvorming voordat u tot productie overgaat.
- Injectiesnelheid en druk: Door de lage viscositeit van LSR vult het snel gaatjes. De injectiesnelheid moet worden gecontroleerd om luchtinsluiting en straaldefecten te voorkomen, vooral bij dunwandige of complexe geometrische onderdelen. Programmeerbare meertraps injectieprofielen maken het mogelijk de snelheid te verlagen bij kritische vulovergangen.
- Optimalisatie van de uithardingstijd: De uithardingstijd is een functie van de matrijstemperatuur, de wanddikte van het onderdeel en de activeringsenergie van de specifieke LSR-kwaliteit. Door te weinig uitharding blijven de onderdelen plakkerig en mechanisch zwak; te hard uitharden verspilt de cyclustijd en kan thermische degradatie in dunne secties veroorzaken. Gebruik uithardingstijdstudies met durometermetingen om de minimale effectieve uithardingstijd voor elke combinatie van gereedschap en materiaal vast te stellen.
- Vacuümontluchting: Veel LSR-matrijzen zijn uitgerust met vacuümsystemen die vlak voor het injecteren lucht uit de holte evacueren. Dit is vooral belangrijk voor kleine holtes, blinde zakken of onderdelen met strenge cosmetische eisen, omdat opgesloten lucht holtes, korte schoten en oppervlakteporositeit veroorzaakt die klemkracht alleen niet kan voorkomen.
Onderhoud en levensduur: bescherming van uw machine-investering
EEN liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- Dagelijks ontluchten van het doseer- en mengsysteem: EENt the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- Controles van de parallelliteit van trekstang en plaat: Meet de parallelliteit van de plaat met regelmatige tussenpozen met behulp van meetklokken. Verlies van evenwijdigheid – veroorzaakt door slijtage van de trekstang, ongelijkmatige klembelastingen of thermische effecten – leidt tot niet-uniforme flitspatronen bij gereedschappen met meerdere holtes en kan verkeerd worden gediagnosticeerd als een gereedschapsprobleem als de machinegeometrie niet eerst wordt geverifieerd.
- Inspectie van het koelsysteem van vaten en mondstukken: Controleer of de gekoelde waterstroom door de koelmantel van het vat binnen de gespecificeerde parameters blijft. Door verlies aan koelcapaciteit kan LSR beginnen met vulkaniseren in de toevoerzone, waardoor onregelmatige schotgewichten en schroefkoppelpieken ontstaan die aandrijfcomponenten kunnen beschadigen.
- Servoaandrijving en encoderkalibratie: Controleer bij volledig elektrische machines de nauwkeurigheid van de feedback van de servomotor-encoder en de voorspanning van de kogelomloopspindel met geplande tussenpozen. Encoderdrift of slijtage van kogelomloopspindels zorgen voor positiefouten bij het uitoefenen van de klemkracht, die misschien niet direct zichtbaar zijn in de kwaliteit van het onderdeel, maar zich in de loop van de tijd zullen ophopen tot aanzienlijke defecten.
Voor fabrikanten die zich inzetten voor precisie, consistentie en schaalbaarheid bij de productie van vloeibaar siliconenrubber, is investeren in de juiste klemmachine voor vloeibare siliconen – correct gespecificeerd, correct geïnstalleerd en rigoureus onderhouden – de meest impactvolle beslissing bij het opzetten van een concurrerende LSR-vormoperatie die in staat is om te voldoen aan de veeleisende normen van de hedendaagse medische, automobiel- en consumentenproductmarkten.