Wat is een vacuümrubbervulkaniseermachine en hoe werkt deze?
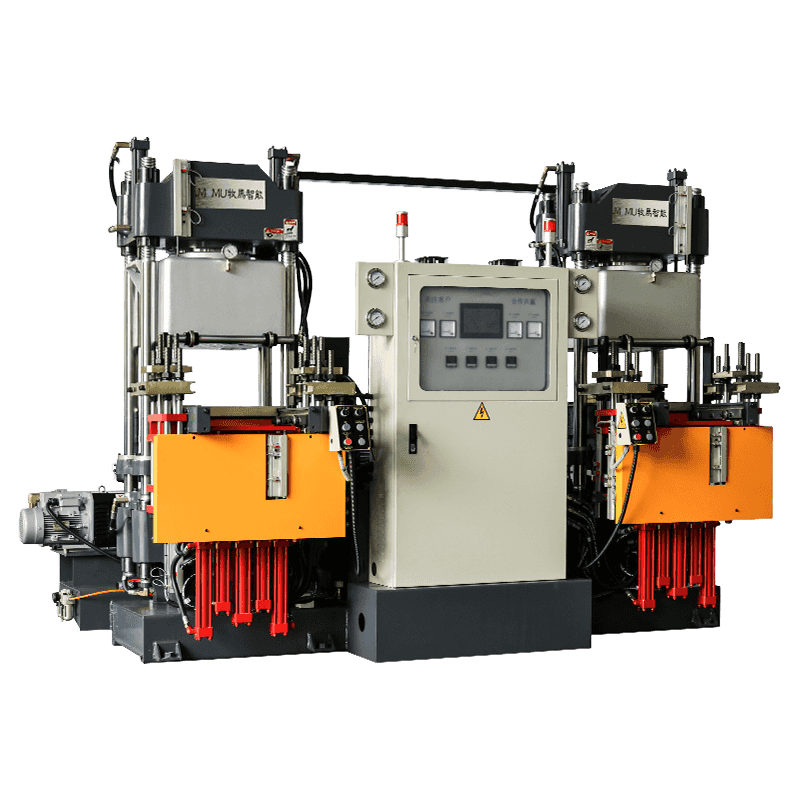
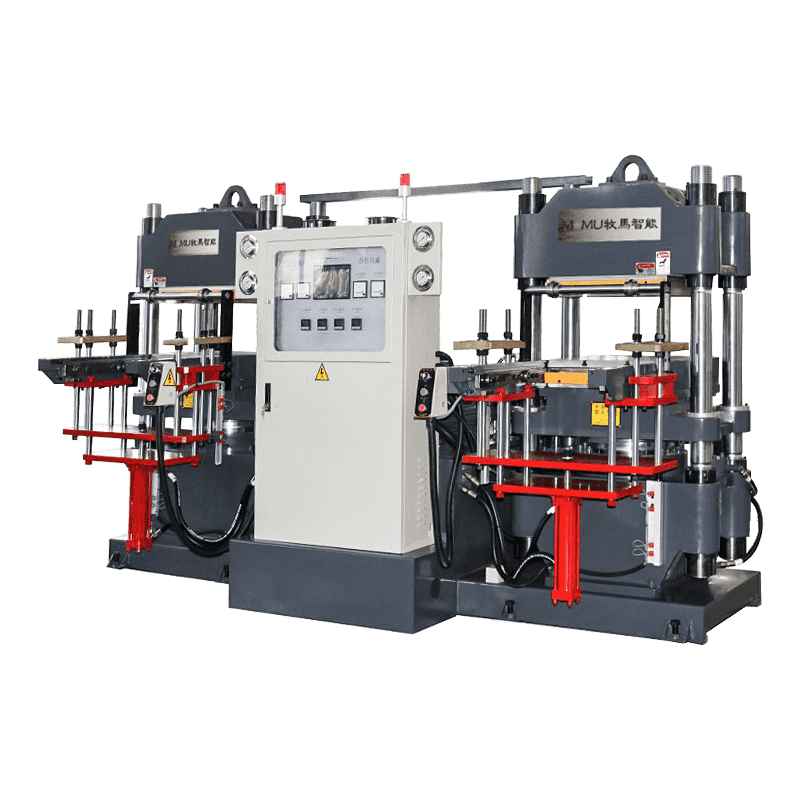
Een vacuümrubbervulkaniseermachine is een gespecialiseerd stuk industriële apparatuur dat wordt gebruikt om rubberverbindingen onder gecontroleerde hitte en druk in een vacuümomgeving uit te harden. Vulkanisatie is het chemische proces dat ruwe of samengestelde rubber transformeert van een zachte, buigzame staat in een duurzaam, elastisch en hittebestendig materiaal door verknopingen tussen polymeerketens te vormen, meestal door middel van op zwavel of peroxide gebaseerde verharders. De vacuümcomponent is wat deze machine onderscheidt van standaard persvulcaniseermachines. Door voor en tijdens de uithardingscyclus lucht uit de vormholte te evacueren, elimineert de machine opgesloten luchtzakken en gassen die anders porositeit, holtes of oppervlaktevlekken in het eindproduct zouden veroorzaken.
De machine werkt via een reeks geautomatiseerde fasen: het laden van de mal, het vacuüm evacueren, het aanbrengen van druk, het uitharden door hitte en het loslaten van de mal. Verwarming wordt doorgaans bereikt via elektrische platen of met stoom verwarmde platen die de warmte gelijkmatig overbrengen naar het rubbermengsel. Een vacuümpomp die is aangesloten op de afgedichte matrijskamer trekt de interne druk naar beneden – gewoonlijk tussen -0,08 MPa en -0,1 MPa – voordat de pers sluit en klemkracht uitoefent. Deze combinatie van vacuüm, warmte en mechanische druk zorgt ervoor dat complexe matrijsgeometrieën volledig worden gevuld en dat het uitgeharde onderdeel voldoet aan de specificaties voor afmetingen en oppervlaktekwaliteit.

Industrieën en toepassingen die afhankelijk zijn van vacuümvulkaniseren
Vacuümvulkaniseermachines voor rubber worden ingezet in een breed scala van industrieën waar de kwaliteit en consistentie van rubberen onderdelen niet onderhandelbaar zijn. De automobielsector is een van de grootste gebruikers en vertrouwt op deze machines voor de productie van afdichtingen, pakkingen, O-ringen, trillingsdempers en vloeistofbehandelingscomponenten die betrouwbaar moeten presteren onder veeleisende thermische en mechanische omstandigheden. In de lucht- en ruimtevaartindustrie wordt vacuümvulkaniseren gebruikt voor precisie-rubbercomponenten waarbij zelfs microscopisch kleine holtes de integriteit van kritische afdichtingssystemen in gevaar kunnen brengen.
De industrie voor medische apparatuur maakt gebruik van vacuümvulkaniseermachines om siliconen- en speciale rubberonderdelen te vervaardigen die moeten voldoen aan strikte biocompatibiliteits- en maattolerantienormen. Elektronicafabrikanten gebruiken ze voor de productie van isolerende componenten en trillingsisolerende steunen. De schoenenindustrie past de technologie toe voor zoolverlijming en gegoten rubberen componenten. In elk geval is de vacuümomgeving essentieel voor het bereiken van de oppervlakteafwerking, interne dichtheid en mechanische prestaties die standaard persvulkaniseren niet op betrouwbare wijze kan leveren.
Belangrijke procesparameters en hoe u deze kunt controleren
Het produceren van consistente, defectvrije onderdelen van gevulkaniseerd rubber vereist nauwkeurig beheer van verschillende onderling afhankelijke procesparameters. Begrijpen wat elke parameter doet – en hoe afwijkingen de output beïnvloeden – is van fundamenteel belang voor het effectief bedienen van een vacuümvulkaniseermachine.
Vulkanisatietemperatuur
Temperatuur is de belangrijkste motor van de vulkanisatiereactie. De meeste rubbercompounds harden uit in het bereik van 150°C tot 200°C, waarbij de specifieke optimale temperatuur afhangt van de compoundformulering en het gebruikte uithardingssysteem. Een te lage temperatuur resulteert in onvoldoende uitharding; het rubber zal zacht en zwak zijn en kan kleverigheid of onvolledige vernetting vertonen. Een te hoge temperatuur veroorzaakt overharding of terugval, waarbij het polymeernetwerk degradeert en het rubber sterkte en elasticiteit verliest. De uniformiteit van de temperatuur van de glasplaat over het matrijsoppervlak is net zo belangrijk; temperatuurgradiënten van meer dan vijf tot tien graden Celsius over de mal kunnen ongelijkmatige uitharding en verschillende krimp veroorzaken.
Uithardingstijd
De uithardingstijd wordt bepaald door de reologiegegevens van de verbinding - met name de T90-waarde van een MDR-test (moving die reometer), die de tijd aangeeft die nodig is om negentig procent van het maximale koppel (crosslinkdichtheid) bij de doeltemperatuur te bereiken. Uithardingstijden variëren doorgaans van twee tot dertig minuten, afhankelijk van het type compound, de dikte van het onderdeel en de temperatuur. Bij dikke secties moet extra tijd worden ingecalculeerd om de warmte tot in de kern te laten doordringen. Het gebruik van een te korte uithardingstijd is een van de meest voorkomende oorzaken van veldfouten bij rubberproducten.
Vacuümniveau en timing
Het vacuüm moet het doelniveau bereiken voordat de pers sluit en het uitharden begint. De meeste operaties streven naar een vacuümniveau van -0,095 MPa tot -0,1 MPa. De evacuatietijd – doorgaans vijftien tot zestig seconden – moet voldoende zijn om de lucht volledig uit zowel de vormholte als eventuele ventilatiekanalen te verwijderen. Als de cyclus van de vacuümpomp te kort is, wordt de resterende lucht gecomprimeerd in plaats van verwijderd wanneer de pers sluit, waardoor er ondergrondse holtes ontstaan. Het regelmatig testen van de pompprestaties en het controleren op lekken in de vacuümleidingen en vormafdichtingen is essentieel voor het handhaven van een consistente evacuatiekwaliteit.
Klemdruk
De klemdruk houdt de malhelften afgedicht tijdens het vulkaniseren en comprimeert de rubbercompound om de holtegeometrie volledig te vullen. Bij onvoldoende klemdruk kan er zich flits vormen op de scheidingslijn, wat kan leiden tot onvoldoende gevulde secties. Overmatige druk kan schimmels beschadigen of ervoor zorgen dat de verbinding uit de holte wordt geperst voordat gelering optreedt. Typische klemdrukken voor het vulkaniseren van rubber variëren van 10 tot 25 MPa, afhankelijk van de viscositeit van de verbinding en de geometrie van het onderdeel.
Veelvoorkomende defecten en hoe u deze kunt diagnosticeren
Zelfs bij goed gekalibreerde machines kunnen er defecten optreden in gevulkaniseerde rubberen onderdelen. Door snel de hoofdoorzaak te identificeren, worden uitval en productiestilstand tot een minimum beperkt. De volgende tabel geeft een overzicht van de meest voorkomende defecten en hun waarschijnlijke oorzaken:
| Defect | Waarschijnlijke oorzaak | Corrigerende actie |
| Porositeit / Interne holtes | Onvoldoende vacuüm of evacuatietijd | Controleer de pompprestaties; evacuatietijd verlengen |
| Oppervlakte blaarvorming | Vocht in compound of schimmel | Voordrogende verbinding; maak de vorm schoon en verwarm deze voor |
| Te weinig uitgehard (zachte delen) | Lage temperatuur of onvoldoende uithardingstijd | Controleer de kalibratie van de degeltemperatuur; uithardingstijd verlengen |
| Overmatige flits | Lage klemdruk of versleten matrijsscheidingslijn | Verhoging perstonnage; schimmel inspecteren en opknappen |
| Short Shot / Ongevulde gebieden | Onvoldoende samengestelde ladingsgewicht | Bereken het laadgewicht opnieuw; samengestelde voorvorm aanpassen |
| Dimensionale variatie | Inconsistente temperatuur of klemkracht | Kalibreer sensoren; voer regelmatig personderhoud uit |
Hoe u de juiste vacuümrubbervulkaniseermachine kiest
Om de juiste machine te selecteren, moet u de specificaties van de apparatuur afstemmen op de eisen van uw specifieke productietoepassing. De belangrijkste evaluatiecriteria zijn onder meer het formaat van de plaat, het perstonnage, de capaciteit van het vacuümsysteem, het temperatuurbereik en de verfijning van het besturingssysteem.
- De plaatgrootte moet geschikt zijn voor de grootste mal die u wilt gebruiken, met voldoende marge om een uniforme temperatuurverdeling te behouden. Standaard degelafmetingen variëren van 200 mm x 200 mm voor de productie van kleine onderdelen tot 1000 mm x 1000 mm of groter voor industriële toepassingen.
- Het perstonnage moet worden afgestemd op het geprojecteerde oppervlak van uw mal en de viscositeit van uw rubbermengsel. Als algemene richtlijn kunt u de vereiste kracht berekenen door het geprojecteerde oppervlak van de vormholte te vermenigvuldigen met de beoogde klemdruk, en vervolgens een veiligheidsmarge van ten minste twintig procent toe te voegen.
- De capaciteit van de vacuümpomp – gemeten in liters per minuut – zou voldoende moeten zijn om de vormkamer binnen vijftien tot dertig seconden te evacueren tot het beoogde vacuümniveau. Grotere matrijsvolumes vereisen pompen met een hogere capaciteit om langere cyclustijden te voorkomen.
- Specificaties voor temperatuurbereik en uniformiteit moeten worden geverifieerd aan de hand van de uithardingsvereisten van uw compound. De meeste machines voor algemeen gebruik werken tot 200°C, terwijl speciale machines voor siliconen- of fluorelastomeerverbindingen op hoge temperatuur 250°C of hoger nodig kunnen hebben.
- De mogelijkheden van het besturingssysteem bepalen hoeveel procesflexibiliteit en datalogging u kunt bereiken. Programmeerbare logische controllers (PLC's) met touchscreeninterfaces maken uithardingsprofielen in meerdere fasen, geautomatiseerde vacuümsequencing en opslag van productierecords mogelijk - allemaal waardevol voor kwaliteitsbeheer en procesherhaalbaarheid.
Routineonderhoudspraktijken die de machineprestaties beschermen
Een vacuümrubbervulkaniseermachine vertegenwoordigt een aanzienlijke kapitaalinvestering, en consistent onderhoud is essentieel om die investering te beschermen en tegelijkertijd de betrouwbaarheid van de productie te garanderen. Het vacuümsysteem vereist de meeste aandacht; de vacuümpompolie moet worden gecontroleerd en vervangen volgens het schema van de fabrikant, doorgaans elke drie tot zes maanden onder continue productieomstandigheden. Vacuümleidingverbindingen, pakkingen en vormafdichtingen moeten wekelijks worden geïnspecteerd op slijtage of lekkage, omdat zelfs kleine lekken de evacuatieprestaties aanzienlijk verminderen.
De temperatuursensoren en druktransducers van de plaat moeten elk kwartaal worden gekalibreerd met behulp van gecertificeerde referentie-instrumenten om ervoor te zorgen dat de weergegeven waarden van de machine de werkelijke procesomstandigheden weerspiegelen. Het niveau van de hydraulische vloeistof en de filtercondities moeten maandelijks worden gecontroleerd. Matrijsoppervlakken moeten na elke productierun worden gereinigd om de ophoping van rubberresten te voorkomen, wat kan leiden tot kleven, oppervlaktedefecten op volgende onderdelen en versnelde matrijsslijtage. Het bijhouden van een gedetailleerd onderhoudslogboek, waarbij alle inspecties, vloeistofverversingen, kalibraties en foutgebeurtenissen worden vastgelegd, levert de historische gegevens op die nodig zijn om opkomende problemen te identificeren voordat deze ongeplande stilstand veroorzaken.
Maximaliseren van de uitvoerkwaliteit en productie-efficiëntie
Naast machineselectie en -onderhoud, wordt een consistent hoge uitvoerkwaliteit bereikt met een vacuüm rubber vulkaniseermachine hangt af van de procesdiscipline. Door de voorbereiding van de compound te standaardiseren, inclusief consistent gewicht, vorm en plaatsing van de preform in de matrijs, wordt een van de meest voorkomende oorzaken van variatie tussen onderdelen geëlimineerd. Het correct en consequent gebruiken van lossingsmiddelen voorkomt vastkleven zonder het rubberoppervlak te vervuilen of de hechting in composietonderdelen te beïnvloeden. Door voor elk product gedocumenteerde uithardingsrecepten op te stellen en deze recepten in het besturingssysteem van de machine vast te leggen, worden onbedoelde parameterwijzigingen voorkomen die tot niet-conforme productie leiden.
Statistische procescontrolemethoden (SPC) die worden toegepast op de belangrijkste outputmetingen (onderdeelgewicht, kritische afmetingen en hardheid) zorgen voor een vroegtijdige waarschuwing wanneer er procesdrift optreedt, waardoor corrigerende maatregelen mogelijk zijn voordat grote hoeveelheden schroot worden geproduceerd. Voor operaties met grote volumes maakt de integratie van de gegevensuitvoer van de machine met een manufacturing execution system (MES) real-time productiemonitoring en traceerbaarheid mogelijk, wat steeds vaker wordt vereist door klanten in de automobiel- en medische sector als onderdeel van de kwaliteitseisen van hun leveranciers. Het behandelen van de vulkaniseermachine als een precisie-instrument in plaats van als een grondstoffenpers is de mentaliteit die consistent goed presterende rubberbewerkingen onderscheidt van degenen die worstelen met chronische kwaliteits- en opbrengstproblemen.