Wat is een LSR-spuitgietmachine?
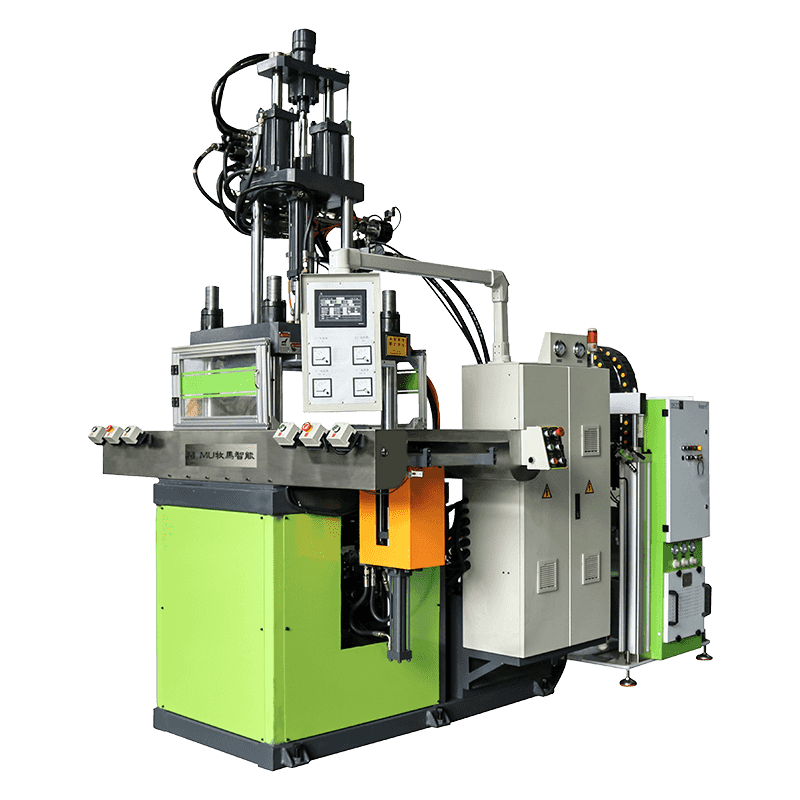
Een LSR-spuitgietmachine is een gespecialiseerd productiesysteem dat is ontworpen om vloeibaar siliconenrubber (LSR) te verwerken tot nauwkeurig gegoten onderdelen via een gesloten, geautomatiseerde injectiecyclus. In tegenstelling tot thermoplastisch spuitgieten, waarbij vaste pellets worden gesmolten en in een gekoelde mal worden geïnjecteerd, werkt LSR-gieten omgekeerd: de tweecomponenten vloeibare siliconen worden tijdens het injecteren koud gehouden en vervolgens in een verwarmde mal uitgehard door een door platina gekatalyseerde vulkanisatiereactie. Dit fundamentele verschil in materiaalgedrag is de drijvende kracht achter vrijwel elke ontwerpbeslissing in LSR-specifieke machines – van het temperatuurgecontroleerde vat- en doseersysteem tot de klemeenheid en de matrijsconstructie.
LSR-machines worden in een breed scala van industrieën gebruikt waar de combinatie van flexibiliteit, thermische stabiliteit, biocompatibiliteit en chemische resistentie van siliconen vereist is. Medische apparaten, babyproducten, afdichtingen voor auto's, componenten voor consumentenelektronica en industriële membranen behoren tot de meest voorkomende toepassingen. Het begrijpen van de werkingsprincipes, de belangrijkste subsystemen en de selectiecriteria van de machine is essentieel voor ingenieurs en inkoopprofessionals die de LSR-productiecapaciteit evalueren.
Hoe LSR-spuitgieten werkt: het kernproces
LSR wordt geleverd als een tweedelig systeem: Component A bevat het basispolymeer en de platinakatalysator, terwijl Component B de crosslinker en remmer bevat. De twee componenten worden opgeslagen in afzonderlijke vaten en door een doseer- en mengeenheid geleid – meestal een statische mixer – die ze combineert in een precieze volumeverhouding van 1:1. Het handhaven van de exacte verhoudingsnauwkeurigheid is van cruciaal belang omdat elke afwijking de uithardingschemie verandert en onderdelen produceert met een inconsistente hardheid, onvolledige uitharding of oppervlaktekleverigheid.
Na het mengen wordt de gecombineerde LSR geïnjecteerd in een verwarmde matrijs – doorgaans gehandhaafd tussen 160°C en 220°C – waar de platinakatalysator een snelle verknoping aandrijft. De uithardingstijden zijn afhankelijk van de geometrie van het onderdeel, de wanddikte en de matrijstemperatuur, maar de meeste productiecycli variëren van enkele seconden voor dunwandige onderdelen tot enkele minuten voor dikkere onderdelen. Omdat de uitgeharde siliconen enigszins krimpen tijdens het verknopen, moet het matrijsontwerp rekening houden met deze dimensionale verandering om nauwe toleranties in het voltooide onderdeel te behouden.
De injectie-eenheid zelf moet worden gekoeld (meestal watergekoeld tot ongeveer 10–15 °C) om voortijdige uitharding in de loop te voorkomen voordat het schot de mal bereikt. Dit cold-runner-systeem, vaak uitgebreid tot de aanspuit- en runner-geometrie in de matrijs, minimaliseert materiaalverspilling door de LSR in zijn niet-uitgeharde vloeibare toestand tot aan de poort te houden, waardoor het warmteverschil tussen de cold runner en de hete matrijsholte precies daar waar nodig kan uitharden.
Belangrijkste subsystemen van een LSR-spuitgietmachine
Meet- en doseereenheid
De meeteenheid is het meest kritische subsysteem dat uniek is voor LSR-verwerking. Het haalt de twee LSR-componenten uit onder druk staande vaten met behulp van pneumatische of servoaangedreven zuigerpompen, handhaaft een nauwkeurige volumetrische verhouding gedurende het hele shot en levert het gemengde materiaal aan de injectie-eenheid zonder lucht in te voeren. Hoogwaardige meetsystemen bereiken een verhoudingsnauwkeurigheid binnen ±0,5% over productieruns en omvatten continue bewakingssensoren die alarmen activeren als de verhouding buiten een ingestelde tolerantie afwijkt. De statische menger – een passief spiraalvormig element waardoor beide componenten worden gevoed – zorgt voor een homogene menging zonder bewegende delen, waardoor de onderhoudsvereisten worden verminderd in vergelijking met dynamische mengalternatieven.

Injectie-eenheid
De injectie-eenheid voor LSR verschilt op verschillende belangrijke punten van thermoplastische eenheden. De schroefgeometrie maakt gebruik van een ondiepe vliegdiepte en een lage compressieverhouding om te voorkomen dat er wrijvingswarmte ontstaat die het materiaal in de loop voortijdig zou uitharden. Het gehele vat is voorzien van een waterkoelcircuit. De injectiesnelheid en -druk worden servogestuurd om consistente vuleigenschappen bij elke opname te garanderen, en de injectie-eenheid werkt doorgaans met aanzienlijk lagere drukken dan thermoplastische systemen (meestal tussen 500 en 1500 bar), omdat de lage viscositeit van LSR minder kracht vereist om de vormholte te vullen.
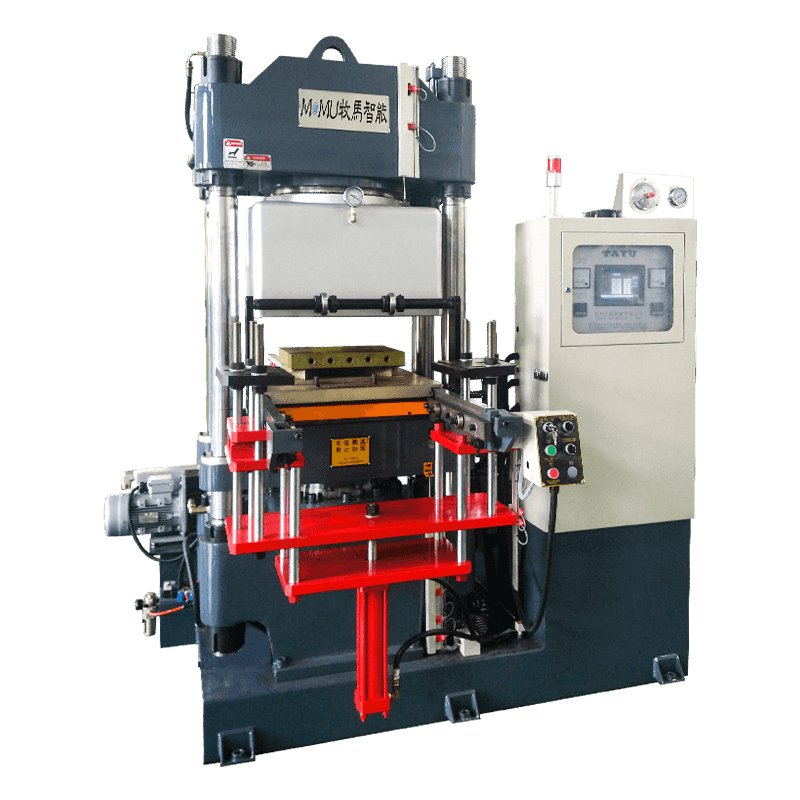
Klemeenheid
LSR-matrijzen vereisen een zeer hoge klemkracht per eenheid geprojecteerd onderdeeloppervlak vergeleken met thermoplastische kunststoffen, omdat de lage viscositeit van LSR betekent dat het zelfs over minimale scheidingslijnopeningen zal flitsen als de klemkracht onvoldoende is. Tuimel- en hydraulische klemsystemen worden beide gebruikt, waarbij volledig elektrische machines steeds meer de voorkeur krijgen in cleanroomomgevingen vanwege hun netheid, herhaalbaarheid en energie-efficiëntie. De klemkrachtvereisten worden berekend op basis van de holtedruk vermenigvuldigd met het geprojecteerde oppervlak van het onderdeel plus runnersysteem.
Vergelijking van LSR-machines: hydraulisch versus volledig elektrisch
| Functie | Hydraulische LSR-machine | Volledig elektrische LSR-machine |
| Herhaalbaarheid | Goed | Uitstekend |
| Geschiktheid voor cleanrooms | Beperkt (risico olieverontreiniging) | Hoog (geen hydraulische vloeistof) |
| Energieverbruik | Hoger | 30-60% lager |
| Kapitaalkosten | Lager | Hoger |
| Geluidsniveau | Hoger | Lager |
| Onderhoud | Vaker (hydraulische afdichtingen) | Minder vaak |
| Beste toepassingspasvorm | Industriële onderdelen met hoge kracht | Medische, voedselveilige precisieonderdelen |
Industrieën en toepassingen die de vraag naar LSR-machines stimuleren
De groei van LSR-spuitgieten als productiemethode houdt rechtstreeks verband met de groeiende reeks industrieën die afhankelijk zijn van de materiaaleigenschappen van siliconen in veeleisende eindgebruiksomgevingen. Elke branche heeft specifieke eisen die bepalen hoe LSR-machines moeten worden geconfigureerd en gevalideerd.
- Medische hulpmiddelen: De biocompatibiliteit van LSR volgens de ISO 10993-normen en het vermogen om te worden gesteriliseerd door autoclaveren, EtO en gammastraling maken het tot het materiaal bij uitstek voor katheters, beademingsmaskers, afdichtingen voor implanteerbare apparaten en grepen voor chirurgische instrumenten. Machines die worden gebruikt voor de productie van medische LSR's zijn doorgaans volledig elektrisch, compatibel met cleanrooms en uitgerust met volledige procesdocumentatie om te voldoen aan de regelgeving.
- Baby- en babyproducten: Fopspenen, spenen en bijtproducten vereisen voedselveilige siliconen die vrij zijn van weekmakers en BPA. LSR-kwaliteiten die zijn gecertificeerd volgens FDA 21 CFR en EU 10/2011-voorschriften voor voedselcontact zijn standaard, en productieomgevingen moeten voldoen aan strikte hygiënecontroles.
- Automobiel: LSR wordt gebruikt voor doorvoertules, bougiedoppen, sensorafdichtingen en onderdelen onder de motorkap die bestand moeten zijn tegen langdurige temperaturen van -50°C tot 200°C. Bij de productie van grote auto's wordt doorgaans gebruik gemaakt van hydraulische machines met coldrunner-matrijzen met meerdere holtes vanwege kostenefficiëntie.
- Consumentenelektronica: Waterdichte pakkingen, knoopmembranen, oordopjes en draagbare apparaatafdichtingen vertegenwoordigen een snelgroeiend segment. Dunwandige, uiterst nauwkeurige onderdelen met nauwe maattoleranties zijn gebruikelijk, waardoor volledig elektrische machines met een hoge injectiesnelheidsregeling de voorkeur krijgen.
- Industriële afdichting: Pompmembranen, klepafdichtingen en chemicaliënbestendige pakkingen maken gebruik van de weerstand van siliconen tegen ozon, UV-straling en een breed spectrum aan chemicaliën. Dit zijn meestal onderdelen met een dikkere doorsnede die op hydraulische machines met een lagere cavitatie worden geproduceerd.
Kritische factoren bij het selecteren van een LSR-spuitgietmachine
Het selecteren van een LSR-machine vereist het evalueren van technische specificaties in de context van uw specifieke onderdelen, productievolumes en regelgeving. Verschillende factoren bepalen consequent of een machine-investering het verwachte rendement oplevert.
De schotgrootte en de klemkracht moeten worden afgestemd op het geprojecteerde onderdeel en het runnergebied en mogen niet losjes worden geschat. De lage viscositeit van LSR betekent dat zelfs een bescheiden tekort aan klemkracht resulteert in flash: een dunne film van uitgeharde siliconen op de scheidingslijn die handmatig bijsnijden vereist en de afvalpercentages verhoogt. Bereken de vereiste klemkracht van minimaal 0,3 tot 0,5 ton per vierkante centimeter van het geprojecteerde holteoppervlak, en bemeten de machine met een marge boven dat cijfer om toekomstige matrijstoevoegingen of ontwerpwijzigingen mogelijk te maken.
De nauwkeurigheid van de temperatuurregeling over de hele matrijs is net zo belangrijk als de klem- en injectieprestaties van de machine. Ongelijke matrijstemperaturen produceren onderdelen met een inconsistente uitharding, maatvariatie en oppervlaktedefecten. Evalueer of de matrijstemperatuurregelaar van de machine zonegebaseerde temperatuurkartering ondersteunt en of het matrijsontwerp voldoende dekking van het verwarmingskanaal biedt. Bij medische precisietoepassingen is een schimmeltemperatuurvariatie van meer dan ±2°C over het holteoppervlak doorgaans onaanvaardbaar.
Procesmonitoring en dataloggingmogelijkheden zijn voor gereguleerde industrieën niet meer onderhandelbaar geworden. Moderne LSR-machines integreren holtedruksensoren, injectiesnelheid en drukprofielen, registratie van de matrijstemperatuur en verificatie van de meetverhouding in een uniform procesbewakingssysteem. Deze gegevens zijn vereist voor procesvalidatie onder FDA 21 CFR Part 820 en ISO 13485 voor medische apparaten, en worden steeds vaker gevraagd door Tier 1-klanten in de automobielsector als onderdeel van PPAP-documentatiepakketten.
Veelvoorkomende procesdefecten en hoe u deze kunt voorkomen
Zelfs goed gespecificeerde machines veroorzaken defecten wanneer procesparameters afwijken of de schimmelcondities niet goed worden gehandhaafd. Het herkennen van de grondoorzaken van veel voorkomende LSR-defecten is essentieel voor procesingenieurs die verantwoordelijk zijn voor de productiekwaliteit.
- Flits: Veroorzaakt door onvoldoende klemkracht, versleten scheidingslijnoppervlakken of overmatige injectiedruk. Adresseren door berekeningen van de klemkracht te verifiëren, de toestand van de matrijs te inspecteren en de injectiesnelheid tijdens de vulfase te verlagen.
- Onvolledige vulling / korte opname: Het resultaat van onvoldoende injectiedruk, geblokkeerde poorten of LSR die gedeeltelijk is uitgehard in de runner voordat deze de caviteit bereikt. Controleer de diameter van de poort, controleer of de temperatuur van de loop binnen het doelbereik van de coldrunner ligt en inspecteer op remming van de uitharding door verontreiniging.
- Oppervlaktekleverigheid: Geeft te weinig uitharding aan, meestal veroorzaakt door een onjuiste A:B-verhouding, een te lage maltemperatuur of onvoldoende uithardingstijd. Controleer de doseerverhouding met een gecontroleerde doseertest, controleer de uniformiteit van de matrijstemperatuur en verleng de uithardingstijd als de maattoleranties dit toelaten.
- Luchtinsluiting / holtes: Lucht die tijdens het mengen wordt ingebracht of met het materiaal wordt geïnjecteerd, veroorzaakt bellen in het uitgeharde deel. Zorg ervoor dat het meetsysteem vóór de productie goed is ontlucht en controleer of de injectiesnelheid niet zo hoog is dat er lucht in het poortgebied vóór het LSR-stroomfront wordt gezogen.
- Dimensionale variatie tussen opnames: Meestal gekoppeld aan inconsistentie in de dosering, schommelingen in de vattemperatuur of variabele uithardingstijd als gevolg van temperatuurschommelingen in de mal. Bekijk procesbewakingslogboeken om te identificeren welke variabele correleert met dimensionale verschuiving, en kalibreer het relevante subsysteem opnieuw.