Hoe een rubberen spuitgietmachine werkt
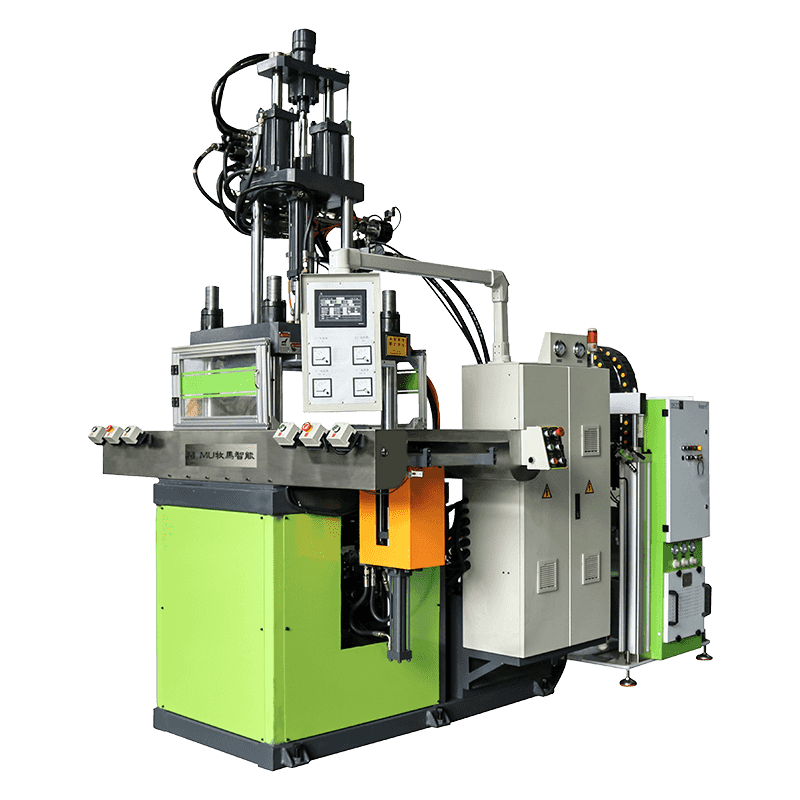
A rubber spuitgietmachine verwerkt ruwe rubberverbindingen tot nauwkeurig gevormde afgewerkte onderdelen door verwarmd, geplastificeerd rubbermateriaal onder hoge druk in een gesloten vormholte te persen, waar het vulkaniseert – chemisch verknoopt – tot een stabiele, elastische vaste stof. In tegenstelling tot thermoplastisch spuitgieten, waarbij hetzelfde materiaal wordt gesmolten en opnieuw gesmolten, is rubberspuitgieten afhankelijk van een onomkeerbare vulkanisatiereactie die wordt veroorzaakt door hitte en tijd. Zodra het rubber in de mal is uitgehard, kan het niet meer worden gesmolten of opnieuw worden gevormd, wat betekent dat elke procesparameter correct moet worden ingesteld voordat de volledige productie begint.
Het proces begint met het invoeren van de rubbercompound in de plasticeereenheid van de machine – meestal een schroef-en-vatsamenstel – waar het wordt verwarmd tot een zorgvuldig gecontroleerde voorverwarmtemperatuur, doorgaans tussen 70 °C en 100 °C, waardoor het vloeibaar wordt zonder voortijdige vulkanisatie te veroorzaken. De rotatie van de schroef homogeniseert de verbinding en bouwt de injectiedruk op. Wanneer de mal gesloten en vastgeklemd is, drijft de injectie-eenheid het geplastificeerde rubber door een gietkanaal, lopers en poorten in de malholtes. De mal zelf wordt verwarmd tot een hogere temperatuur – gewoonlijk tussen 160°C en 200°C – waarbij het vulkanisatiemiddel wordt geactiveerd en het rubber binnen een bepaalde uithardingstijd uithardt voordat de mal opengaat en het onderdeel wordt uitgeworpen.
Kerncomponenten en hun functies
Door de functionele rol van elk belangrijk onderdeel te begrijpen, kunnen operators problemen diagnosticeren, procesinstellingen optimaliseren en weloverwogen beslissingen nemen bij het vergelijken van machinespecificaties van verschillende fabrikanten.
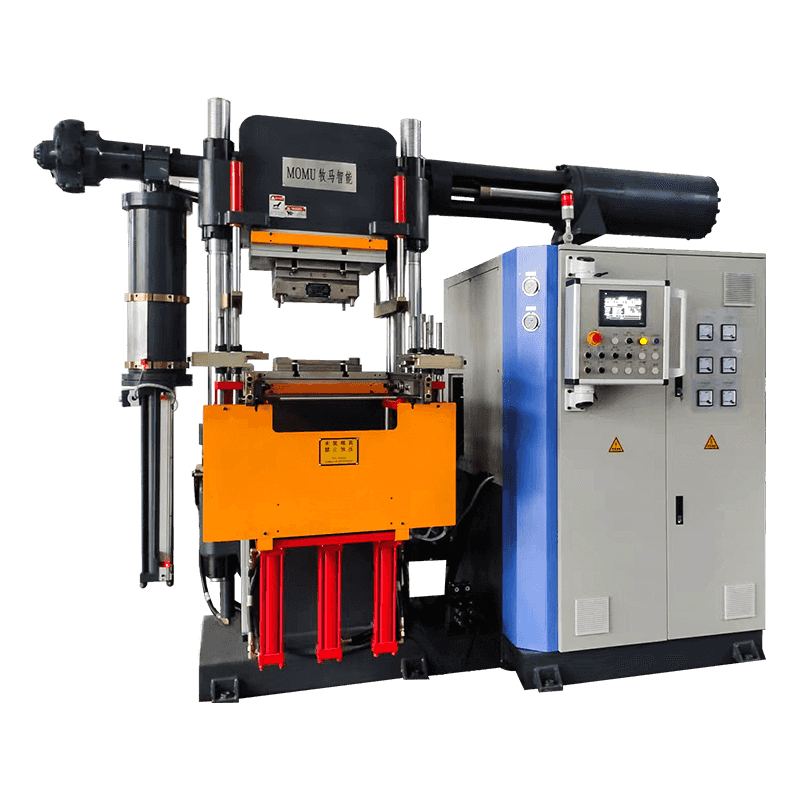
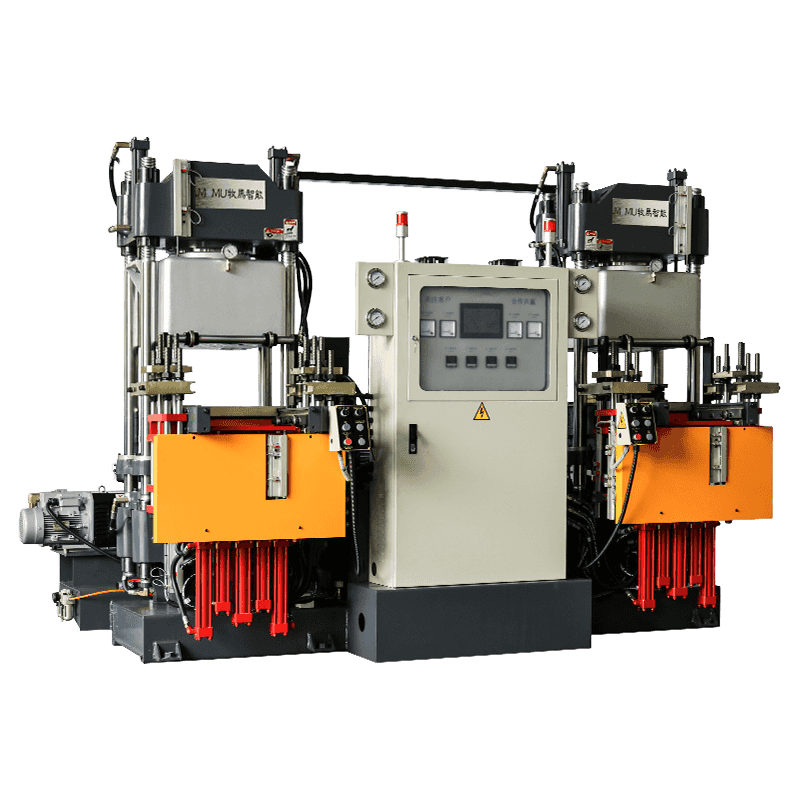
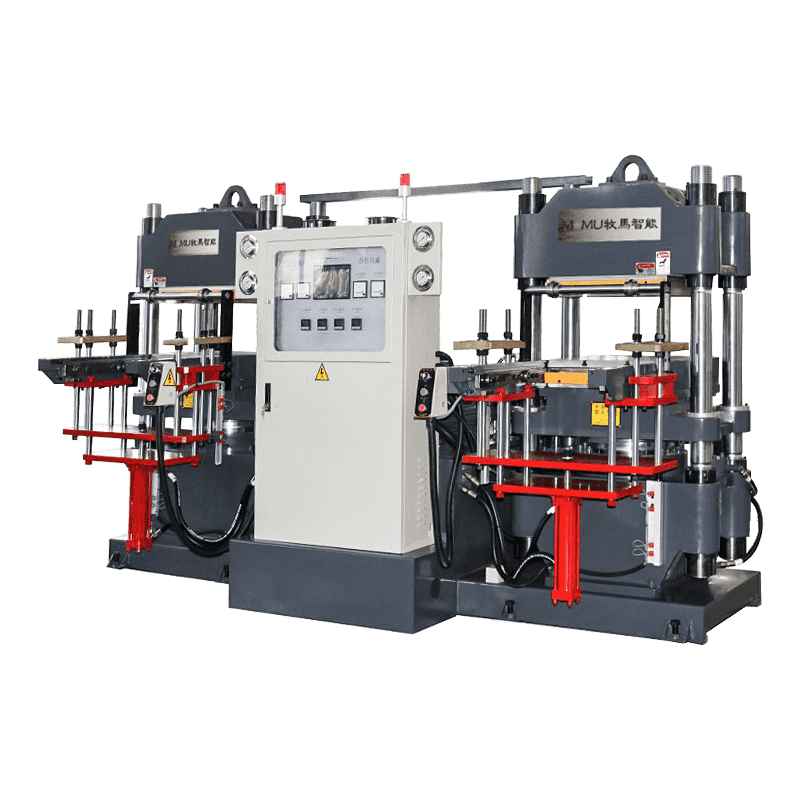
Injectie-eenheid
De injectie-eenheid bestaat uit een verwarmd vat, een heen en weer bewegende schroef en een mondstuk. De schroef heeft een tweeledig doel: hij roteert om het rubbermengsel week te maken en naar voren te transporteren, en fungeert vervolgens als een plunjer om het opgehoopte materiaal in de mal te injecteren. De schroefgeometrie voor rubber verschilt van die gebruikt in thermoplastische machines - rubberen schroeven hebben doorgaans een lagere compressieverhouding en ondiepere vluchten om te voorkomen dat er overmatige wrijvingswarmte ontstaat die schroeiplekken zou kunnen veroorzaken, wat voortijdige vulkanisatie in de loop is voordat het materiaal de mal bereikt.
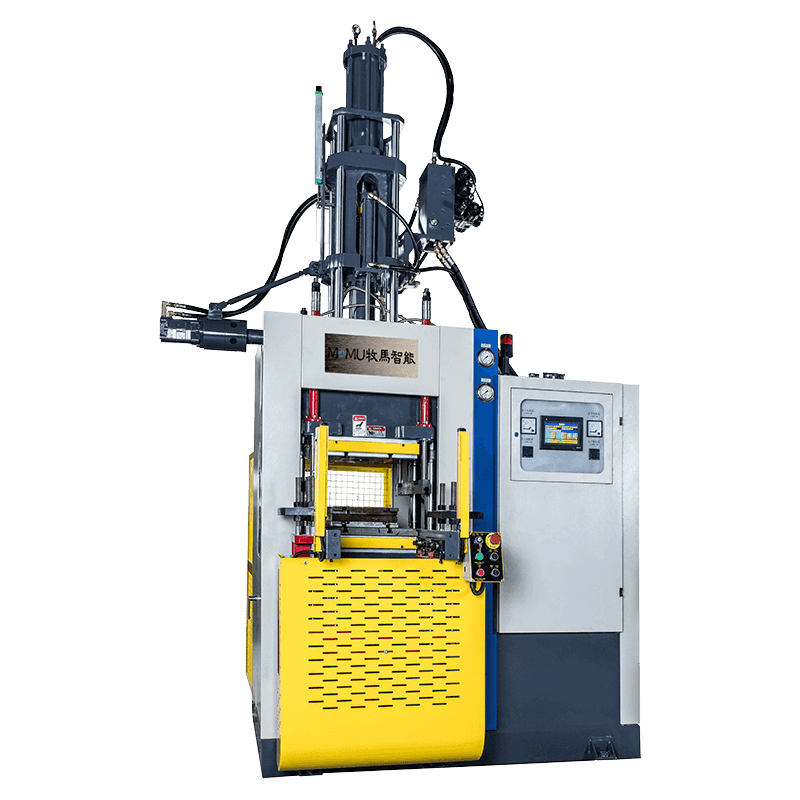
Klemeenheid
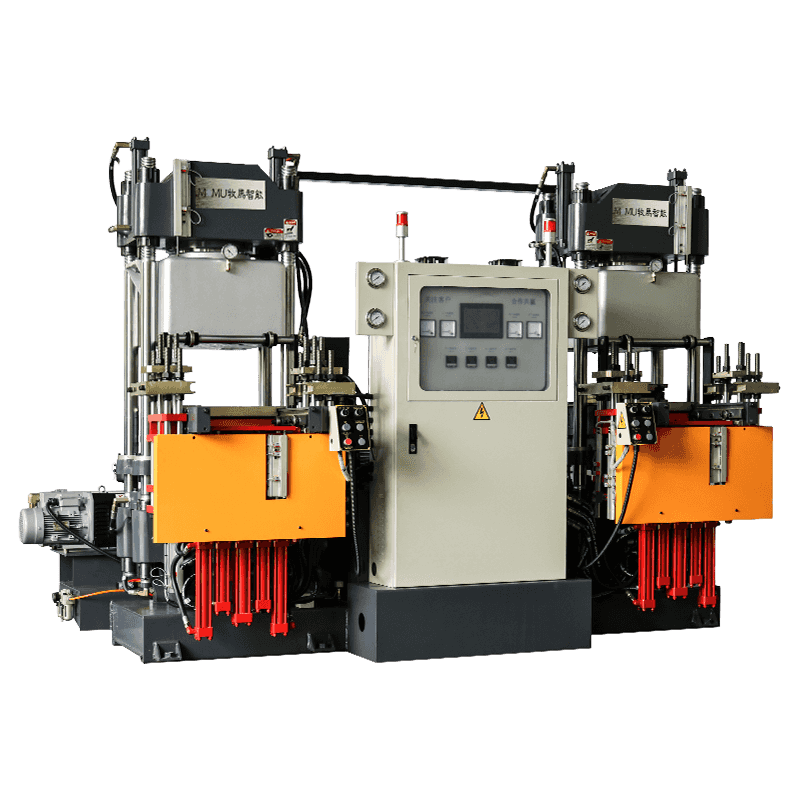
De klemeenheid houdt de twee helften van de mal bij elkaar tegen de kracht die wordt gegenereerd door de injectiedruk. De klemkracht wordt gemeten in kilonewton (kN) of ton en moet groter zijn dan het geprojecteerde oppervlak van de vormholten, vermenigvuldigd met de injectiedruk. Onvoldoende klemkracht veroorzaakt flits – dunne vinnen van overtollig rubber op de scheidingslijn – wat de kosten verhoogt door het trimmen en de maatnauwkeurigheid van het onderdeel in gevaar brengt. De meeste rubberinjectiemachines maken gebruik van hydraulische klemsystemen, hoewel toggle-ondersteunde en directe hydraulische configuraties elk verschillende snelheids- en krachtkarakteristieken bieden die geschikt zijn voor verschillende productie-eisen.
Schimmel- en verwarmingssysteem
De mal is het gereedschapselement dat de geometrie van het voltooide onderdeel definieert. Voor rubberinjectie worden mallen verwarmd – meestal met elektrische patroonverwarmers of circulerende hete olie – om een stabiele vulkanisatietemperatuur over het gehele oppervlak van de holte te handhaven. Temperatuuruniformiteit in de matrijs is van cruciaal belang: hete plekken veroorzaken overharding en verminderde materiaaleigenschappen, terwijl koude plekken leiden tot te weinig uitgeharde onderdelen die niet goed werken. Hoogwaardige matrijzen zijn voorzien van temperatuursensoren die bij elke holte zijn geplaatst om realtime monitoring en correctie tijdens de productie mogelijk te maken.
Controlesysteem
Moderne rubberspuitgietmachines zijn uitgerust met PLC- of pc-gebaseerde besturingssystemen waarmee operators complete procesrecepten kunnen programmeren en opslaan, waaronder vattemperatuurzones, injectiesnelheidsprofielen, injectiedruk, houddruk, uithardingstijd, matrijstemperatuur en uitwerpvolgorde. De mogelijkheid om recepten op te slaan en op te roepen is vooral belangrijk in faciliteiten met meerdere producten, waar machines regelmatig wisselen tussen verschillende rubbercompounds en onderdeelgeometrieën, die elk een aparte set parameters vereisen.
Belangrijke procesparameters die elke operator moet beheersen
De kwaliteit van rubberen spuitgietonderdelen wordt bepaald door hoe nauwkeurig de procesparameters tijdens een productierun worden ingesteld en gehandhaafd. De volgende parameters werken met elkaar samen, wat betekent dat een verandering in één parameter vaak aanpassing van andere parameters vereist om de kwaliteit van het onderdeel te behouden.
| Parameter | Typisch bereik | Effect indien te laag | Effect indien te hoog |
| Vat temperatuur | 70°C – 100°C | Slechte doorstroming, onvolledige vulling | Schroei, voortijdige genezing |
| Schimmel temperatuur | 160°C – 200°C | Te weinig uitgeharde, zwakke delen | Overharding, oppervlaktedegradatie |
| Injectiedruk | 80 – 200 MPa | Korte schoten, leegtes | Flits, schimmelschade |
| Genezingstijd | 30 sec – 10 min | Kleverige, onvoldoende uitgeharde delen | Broze, overharde delen |
| Injectiesnelheid | Toepassingsspecifiek | Gebreide lijnen, onvolledige vulling | Jetting, luchtinsluiting |
Uithardingstijd is de parameter met de meest directe impact op de cyclustijd en dus op de productie-output. Dit moet worden bepaald door middel van reometertests van de specifieke rubbersamenstelling die wordt gebruikt, omdat verschillende formuleringen – natuurlijk rubber, EPDM, siliconen, NBR, neopreen – elk hun eigen vulkanisatiekinetiek hebben. Pogingen om de uithardingstijd te verkorten tot meer dan wat de chemie van de verbinding mogelijk maakt, resulteren in onvoldoende uitgeharde onderdelen die mogelijk de eerste inspectie doorstaan, maar voortijdig falen tijdens gebruik.
Industrieën en toepassingen waar deze machines worden gebruikt
Rubberspuitgietmachines bedienen een breed scala aan industrieën waar nauwe maattoleranties, consistente materiaaleigenschappen en hoge productievolumes tegelijkertijd vereist zijn. De automobielsector neemt een groot deel van de mondiale rubberspuitgietcapaciteit voor zijn rekening en produceert afdichtingen, pakkingen, doorvoertules, trillingsdempers, O-ringen en weerstrippen – componenten die betrouwbaar moeten presteren bij extreme temperaturen en met een lange levensduur. Rubberen onderdelen van autokwaliteit worden doorgaans gegoten uit EPDM-, NBR- of siliconenverbindingen die zijn geselecteerd vanwege hun weerstand tegen specifieke vloeistoffen, temperaturen en omgevingsomstandigheden.
De industrie voor medische apparatuur is een andere grote gebruiker van rubberspuitgieten, vooral voor siliconencomponenten. Spuitgieten met vloeibaar siliconenrubber (LSR) is een gespecialiseerde variant van het proces dat tweecomponenten platina-uitgeharde siliconensystemen verwerkt, waarbij onderdelen worden geproduceerd zoals chirurgische afdichtingen, kathetercomponenten, beademingsmaskers en componenten voor medicijnafgifteapparatuur. LSR-gieten vereist speciale machineconfiguraties met gekoelde injectievaten – het tegenovergestelde van conventioneel rubbergieten – omdat het materiaal snel uithardt bij matrijstemperaturen, maar koud moet worden gehouden in het vat om voortijdige gelering te voorkomen.
- Automobiel: Deur- en raamafdichtingen, motorpakkingen, trillingsdempers, remcomponenten, slangaansluitingen en doorvoertules onder de motorkap die hitte- en vloeistofbestendigheid vereisen.
- Medisch en farmaceutisch: Siliconen stoppen voor injectieflacons, spuitonderdelen, implanteerbare afdichtingen, membranen voor beademingsapparatuur en onderdelen voor vloeistofbeheer die biocompatibiliteit en sterilisatiebestendigheid vereisen.
- Elektronica: Toetsenbordknoppen, connectorafdichtingen, trillingsdempende pads en behuizingspakkingen die printplaten beschermen tegen vocht en mechanische schokken.
- Industriële machines: Hydraulische afdichtingen, pneumatische O-ringen, transportbandcomponenten, pompmembranen en koppelelementen die onder voortdurende mechanische belasting werken.
- Consumptiegoederen: Schoenzolen, handgrepen, afdichtingen voor keukenapparatuur, onderdelen van babyproducten en onderdelen van sportartikelen waarbij tactiele kwaliteit en duurzaamheid er beide toe doen.
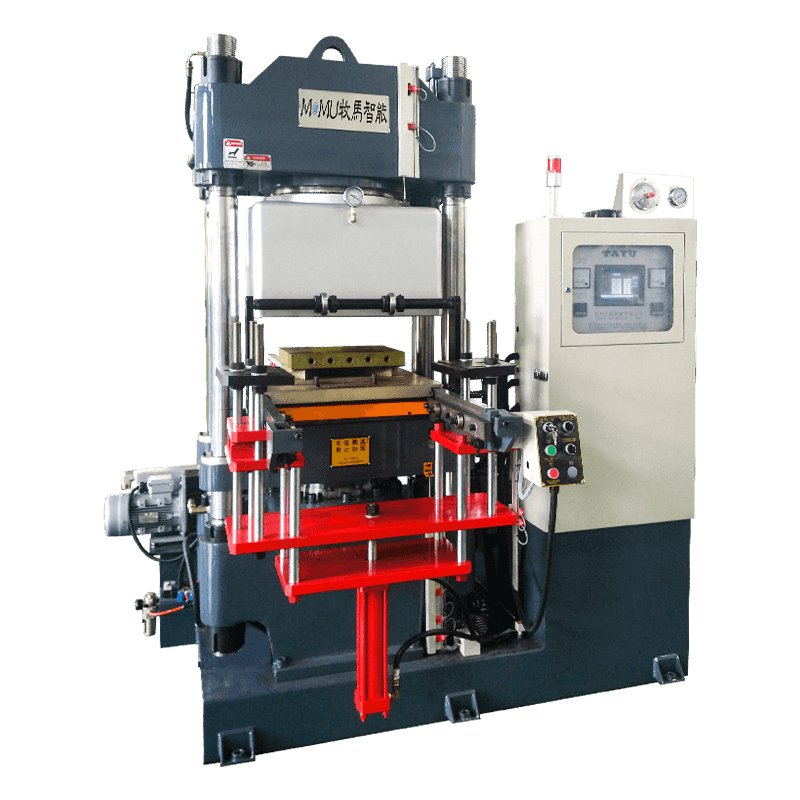
Vergelijking van rubberspuitgieten met transfer- en compressiegieten
Rubberspuitgieten is niet het enige proces dat beschikbaar is voor de productie van rubberen onderdelen. Overdrachtgieten en compressiegieten zijn oudere, eenvoudigere alternatieven die nog steeds op grote schaal worden gebruikt. Door te begrijpen waar elk proces uitblinkt, kunnen fabrikanten de juiste methode kiezen voor een bepaalde onderdeelgeometrie, volumevereiste en budget.
Bij compressiegieten wordt een vooraf gewogen stuk niet-uitgehard rubber rechtstreeks in een open vormholte geplaatst en vervolgens de vorm gesloten onder hydraulische druk en hitte. Het is de eenvoudigste en goedkoopste gereedschapsoptie, maar produceert hogere niveaus van flash, minder maatconsistentie en langere cyclustijden vergeleken met injectie. Het blijft praktisch voor grote, eenvoudige onderdelen met lage productievolumes, waarbij de rechtvaardiging van de gereedschapskosten belangrijker is dan de efficiëntie van de cyclustijd. Bij transfergieten wordt gebruik gemaakt van een pot en een plunjer om rubber uit een reservoir door aanspuitgaten in een gesloten mal te duwen, wat een betere dimensionale controle biedt dan compressie, maar nog steeds materiaalafval uit de transferpot produceert dat moet worden weggegooid. Spuitgieten elimineert het grootste deel van deze verspilling door alleen het precieze shotvolume te injecteren dat nodig is, levert de kortste en meest consistente cyclustijden op en produceert de hoogste maatnauwkeurigheid - waardoor het het voorkeursproces is overal waar onderdeelvolumes en kwaliteitseisen de hogere machine-investering rechtvaardigen.

Waar u op moet letten bij het selecteren van een rubberspuitgietmachine
Het selecteren van de juiste rubberspuitgietmachine voor een specifieke toepassing vereist het evalueren van verschillende onderling afhankelijke specificaties in plaats van zich te concentreren op een enkel getal, zoals klemkracht of shotgrootte op zichzelf.
- Klemkracht: Bereken de vereiste klemkracht op basis van het geprojecteerde holteoppervlak en de verwachte injectiedruk. Houd altijd rekening met een veiligheidsmarge van ten minste 10-15% boven het berekende minimum om rekening te houden met procesvariabiliteit.
- Schotvolume en schroefdiameter: De opnamecapaciteit van de machine moet comfortabel het gewicht van het onderdeel plus het gewicht van het runnersysteem kunnen accommoderen, zonder 80% van het maximale opnamevolume te overschrijden, wat een consistente materiaalhomogenisatie bij elke cyclus garandeert.
- Schroeiveiligheid: Evalueer het cilinderontwerp en de nauwkeurigheid van de temperatuurregeling van de machine. Machines die bedoeld zijn voor warmtegevoelige of snel uithardende verbindingen hebben een strak gezoneerde vattemperatuurregeling en schroefontwerpen met korte verblijftijd nodig om schroeien te voorkomen.
- Grootte van de matrijsplaat en daglicht: Controleer of de afmetingen van de machineplaat en de maximale openingsafstand van de mal (daglicht) compatibel zijn met de afmetingen van de mal en de hoogte van het onderdeel bij het uitwerpen.
- Mogelijkheid van het besturingssysteem: Geef voor faciliteiten met meerdere producten prioriteit aan machines met receptopslag, procesdatalogging en bewaking op afstand om de traceerbaarheid van de kwaliteit te ondersteunen en de insteltijd tussen taken te verminderen.