Wat is een vacuümrubbervulkaniseermachine en hoe werkt deze?
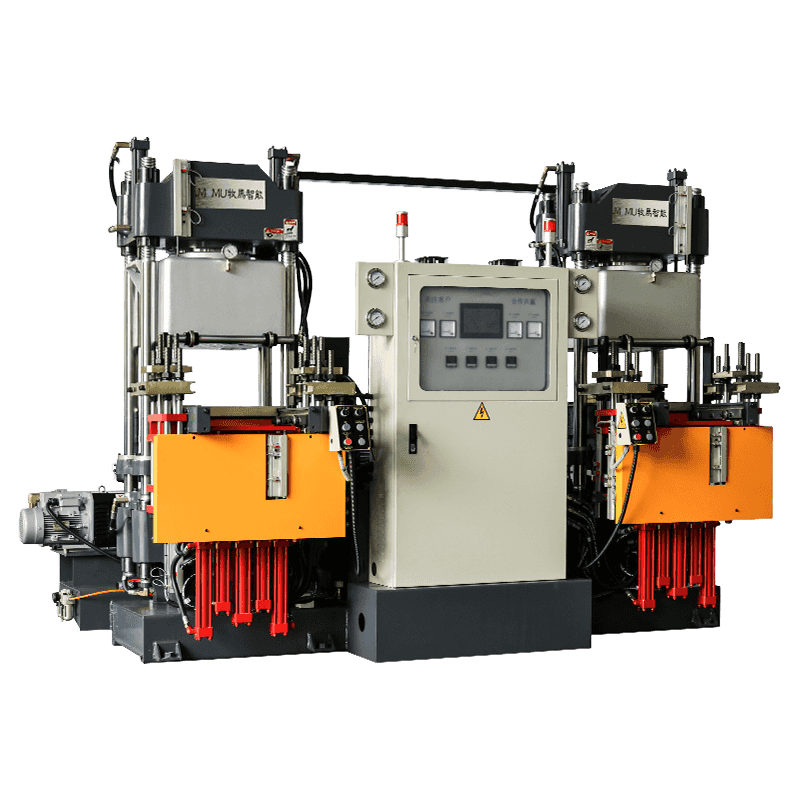
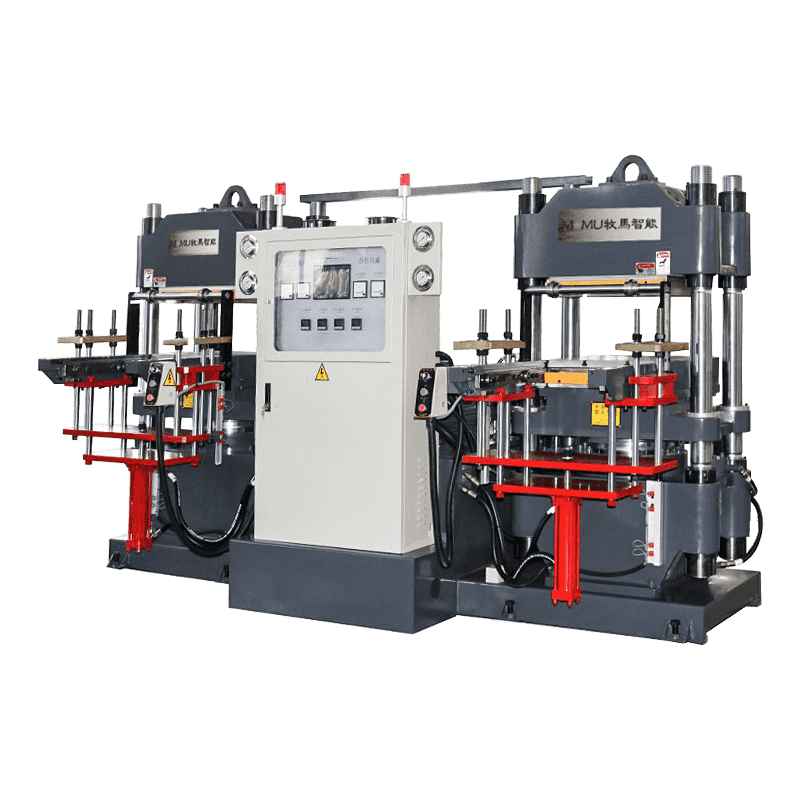
EEN vacuüm rubber vulkaniseermachine is een gespecialiseerd stuk industriële apparatuur dat gebruik maakt van gecontroleerde hitte, druk en een vacuümomgeving om ruw of samengesteld rubber chemisch uit te harden tot zijn uiteindelijke, duurzame vorm. Vulkanisatie zelf is het proces waarbij polymeerketens in rubber worden verknoopt – meestal via uithardingssystemen op basis van zwavel of peroxide – waardoor zacht, kleverig en dimensionaal onstabiel ruw rubber wordt getransformeerd in een materiaal met hoge elasticiteit, treksterkte, slijtvastheid en thermische stabiliteit. De toevoeging van vacuüm aan het vulkanisatieproces is wat deze machineklasse onderscheidt van conventionele pers- of autoclaafhardingsapparatuur.
In een standaard vulkaniseerpers kan tijdens de sluitfase lucht tussen het rubbermengsel en het matrijsoppervlak vast komen te zitten, wat leidt tot holtes, blaarvorming op het oppervlak, onvolledige vulling van fijne detailgebieden en een inconsistente dichtheid door het hele onderdeel. Een vacuümvulkaniseermachine voor rubber zuigt deze lucht voor en tijdens de vormcyclus af door een vacuüm te trekken in een afgesloten kamer rond de mal. Als de atmosferische druk is verwijderd, stroomt het rubber gelijkmatig in elke contour van de mal, worden de in de compound opgeloste gassen geëxtraheerd en bereikt het resulterende uitgeharde onderdeel een dichtere, meer uniforme microstructuur met een superieure oppervlakteafwerking vergeleken met niet-vacuümuitharding.
De werkingscyclus van een vacuümvulkaniseermachine volgt over het algemeen een vaste volgorde: de rubbervulling wordt in de mal geladen, de mal wordt gesloten en verzegeld in de vacuümkamer, de vacuümpomp evacueert de kamer tot een beoogde negatieve druk - doorgaans tussen -0,08 MPa en -0,1 MPa - en vervolgens worden gelijktijdig warmte en hydraulische of pneumatische druk uitgeoefend om het onderdeel uit te harden. Cyclustijden variëren van enkele minuten tot meer dan een uur, afhankelijk van de rubbersamenstelling, de wanddikte van het onderdeel en de uithardingstemperatuur, die doorgaans varieert van 140°C tot 200°C voor de meeste industriële elastomeren.

Kerncomponenten en hun functies
Door de mechanische architectuur van een vacuümrubbervulkaniseermachine te begrijpen, kunnen ingenieurs en inkoopteams de kwaliteit van de apparatuur evalueren, prestatieproblemen oplossen en machines correct specificeren voor hun productievereisten. De belangrijkste functionele subsystemen zijn nauw geïntegreerd en spelen elk een directe rol in de productkwaliteit.
Verwarmingsplaten en temperatuurregelsysteem
De verwarmingsplaten zijn de primaire warmteoverdrachtsoppervlakken die de mal omringen en tijdens het uitharden thermische energie naar het rubbermengsel geleiden. In de meeste vacuümvulkaniseermachines worden de platen verwarmd door elektrische weerstandselementen ingebed in machinaal bewerkte stalen of gietijzeren platen, hoewel met stoom verwarmde platen ook worden gebruikt in productieomgevingen met grote volumes waar een gecentraliseerde stoomtoevoer beschikbaar is. Nauwkeurige, uniforme temperatuurverdeling over het plaatoppervlak is van cruciaal belang; temperatuurvariaties van meer dan ±3°C tussen zones kunnen resulteren in ongelijkmatige uithardingstoestanden binnen het onderdeel, waardoor gebieden met onderuitharding (zacht, zwak) ontstaan naast gebieden met overuitharding (bros, aangetast). Moderne machines gebruiken PID-temperatuurregelaars (proportioneel-integraal-afgeleide) met meerdere onafhankelijke verwarmingszones en thermokoppelfeedback om gedurende de hele cyclus een strakke thermische uniformiteit te behouden.
Vacuümsysteem en afdichtingskamer
Het vacuümsysteem bestaat uit een vacuümpomp – meestal van het type met roterende schoep of droge schroef – die is aangesloten op een afgesloten kamer die het vormgebied omsluit. De afdichtingsintegriteit van deze kamer is een van de meest kritische kwaliteitsparameters van de machine: elk lek in de kamerpakkingen, deurafdichtingen of plaatinterfaces beperkt het haalbare vacuümniveau en laat lucht binnendringen tijdens de uithardingscyclus. Hoogwaardige machines maken gebruik van versterkte siliconen- of fluorelastomeerafdichtingen die geschikt zijn voor continu gebruik bij uithardingstemperaturen. Het vacuümniveau wordt bewaakt door een vacuümmeter en geregeld door een geautomatiseerd klepsysteem dat de doeldruk handhaaft vanaf de eerste evacuatie tot de volledige uithardingstijd.
Hydraulisch of pneumatisch perssysteem
Er wordt klemkracht op de mal uitgeoefend via een hydraulische cilinder of pneumatische actuator die de bovenste plaat naar beneden tegen de onderste plaat drijft. De klemdruk moet voldoende zijn om de malhelften gesloten te houden tegen de interne druk die wordt gegenereerd door de rubbercompound terwijl deze tijdens het uitharden verhit, zacht wordt en vloeit. Onvoldoende klemdruk veroorzaakt flitsen – dunne vinnen van uitgehard rubber die tussen de scheidingslijnen van de mal naar buiten knijpen – terwijl overmatige druk fijne maldetails kan beschadigen of dunwandige malholtes kan vervormen. Hydraulische systemen bieden een nauwkeurigere en instelbare drukregeling en hebben de voorkeur voor productiemachines. Klemkrachten variëren doorgaans van enkele tonnen op kleine laboratoriummachines tot enkele honderden tonnen op grote industriële persen die worden gebruikt voor auto- en industriële afdichtingscomponenten.
EENdvantages of Vacuum Curing Over Conventional Vulcanizing
De beslissing om te investeren in vacuümvulkanisatietechnologie ten opzichte van een conventionele pers wordt ingegeven door de meetbare kwaliteitsverbeteringen en procesefficiëntie die deze technologie oplevert voor een breed scala aan rubberproducten. De volgende voordelen worden consequent gerapporteerd door fabrikanten die zijn overgestapt van standaardpersen naar vacuümuitharden:
- Eliminatie van lege defecten: Opgesloten lucht en vluchtige gassen worden verwijderd voordat het uitharden begint, waardoor de porositeit en blaasdefecten worden geëlimineerd die gebruikelijk zijn bij conventioneel geperste rubberen onderdelen, vooral bij dikke dwarsdoorsneden en gesloten holtegeometrieën.
- Superieure oppervlakteafwerking: Omdat er geen luchtbarrière is tussen het mengsel en het matrijsoppervlak, repliceert het rubber de fijne matrijstextuur en details met veel grotere natuurgetrouwheid, waardoor onderdelen worden geproduceerd met gladdere, consistentere oppervlakken die minder na-uitharding vereisen.
- Verbeterde mechanische eigenschappen: Onderdelen die onder vacuüm zijn uitgehard, vertonen een hogere treksterkte, betere rek bij breuk en een consistentere hardheid omdat het polymeernetwerk zich vormt zonder interne discontinuïteiten veroorzaakt door ingesloten gas.
- Betere compoundstroom en schimmelvulling: Door vacuümondersteunde stroming kunnen rubberverbindingen complexe vormgeometrieën volledig vullen - inclusief ondersnijdingen, dunne ribben en doorgangen met een kleine diameter - die lucht zouden vasthouden en resulteren in korte schoten in niet-vacuümomstandigheden.
- Lagere uitval- en afwijzingspercentages: De combinatie van het elimineren van defecten en consistente procescontrole vermindert direct het percentage onderdelen dat wordt afgewezen tijdens kwaliteitscontrole, waardoor de opbrengst wordt verbeterd en materiaalverspilling wordt verminderd.
- Compatibiliteit met gevoelige verbindingen: Bepaalde speciale rubberverbindingen – waaronder siliconen, fluorelastomeer (FKM) en EPDM-formuleringen – bevatten weekmakers met een laag kookpunt of verwerkingshulpmiddelen die kunnen vervluchtigen en defecten kunnen veroorzaken onder atmosferische uithardingsomstandigheden. Door vacuümuitharding worden deze vluchtige stoffen effectief beheerd.
Industrieën en toepassingen die afhankelijk zijn van vacuümvulkaniseren
Vacuümvulkaniseermachines voor rubber worden gebruikt in een breed scala van industrieën waar maatprecisie, oppervlaktekwaliteit en interne integriteit van rubberen componenten niet onderhandelbaar zijn. De volgende sectoren vertegenwoordigen de belangrijkste toepassingsgebieden:
- EENutomotive Sealing Systems: Deurafdichtingen, raamkanaalafdichtingen, motorpakkingen, O-ringen en trillingsdempende steunen vereisen defectvrij uitgehard rubber met nauwe maattoleranties. Vacuümuitharden is de standaardpraktijk voor hoogwaardige afdichtingstoepassingen in de auto-industrie.
- EENerospace and Defense: EENircraft fuel system seals, hydraulic O-rings, and vibration isolators made from fluoroelastomer or silicone are routinely vacuum-cured to meet strict aerospace quality standards that prohibit internal voids in structural elastomeric components.
- Medische en farmaceutische apparatuur: Siliconenmembranen, diafragma's, slangcomponenten en afdichtingen die worden gebruikt in medische apparaten en farmaceutische verwerkingsapparatuur moeten vrij zijn van interne porositeit die verontreinigingen zou kunnen bevatten of de mechanische prestaties in kritieke omstandigheden in gevaar zou kunnen brengen.
- Elektronica en elektrische isolatie: Rubberen toetsenborden, connectorafdichtingen, kabelisolatiecomponenten en siliconen inkapselingsonderdelen voor elektronica vereisen de consistente diëlektrische eigenschappen en oppervlaktekwaliteit die vacuümuitharding oplevert.
- Schoeiselproductie: Vacuümvulkaniseermachines worden veel gebruikt bij de productie van schoenzolen – vooral voor EVA- en rubberen buitenzolen – waarbij luchtbellen zwakke punten in de zoolstructuur zouden creëren en de hechting tussen de lagen zouden beïnvloeden.
- Industriële rollen en voeringen: Met rubber bedekte rollen voor drukwerk, textielverwerking en papierproductie worden vacuümgehard om een volledige hechting van het rubber aan de metalen kern en een uniforme hardheid over het rolvlak te garanderen.
Typen en configuraties van vacuümvulkaniseermachines
Vacuümrubbervulkaniseermachines zijn verkrijgbaar in verschillende configuraties die geschikt zijn voor verschillende productieschalen, onderdeelgroottes en procesvereisten. Het selecteren van de juiste configuratie is een belangrijke stap in de apparatuurspecificatie.
| Machinetype | Configuratie | Meest geschikt voor |
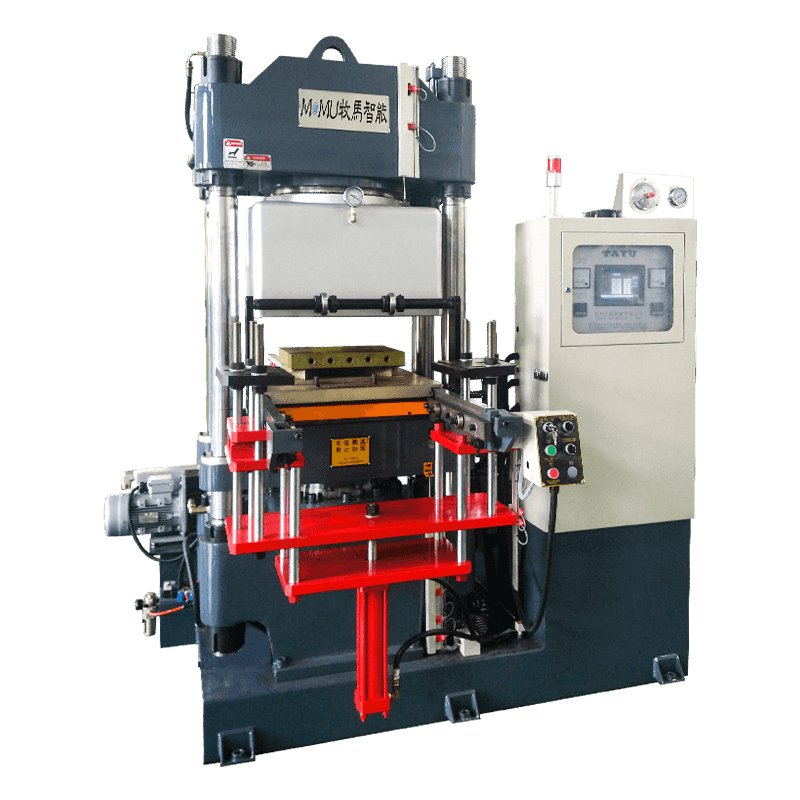
| Vacuümpers met één daglicht | Eén matrijsopening tussen twee verwarmde platen | Kleine tot middelgrote onderdelen, laboratorium- en prototypewerk |
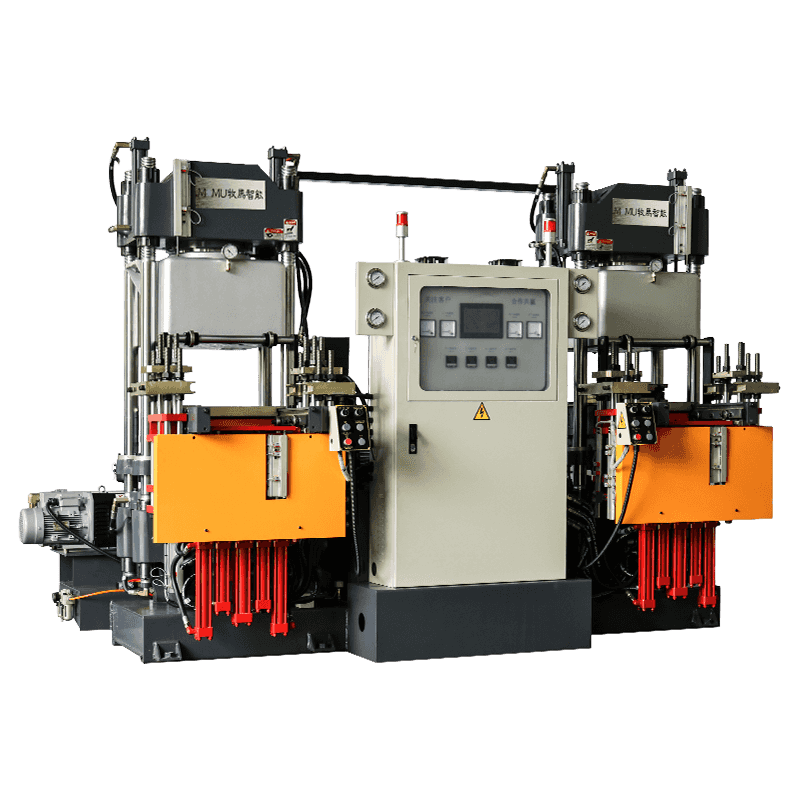
| Multi-daglicht vacuümpers | Meerdere schimmelniveaus worden tegelijkertijd uitgehard | Platte onderdelen met groot volume, plaatmateriaal, schoenzolen |
| Vacuümzak/autoclaafsysteem | Flexibele vacuümzak omsluit het onderdeel in een verwarmde kamer | Grote, complex gevormde onderdelen en composietrubberlaminaten |
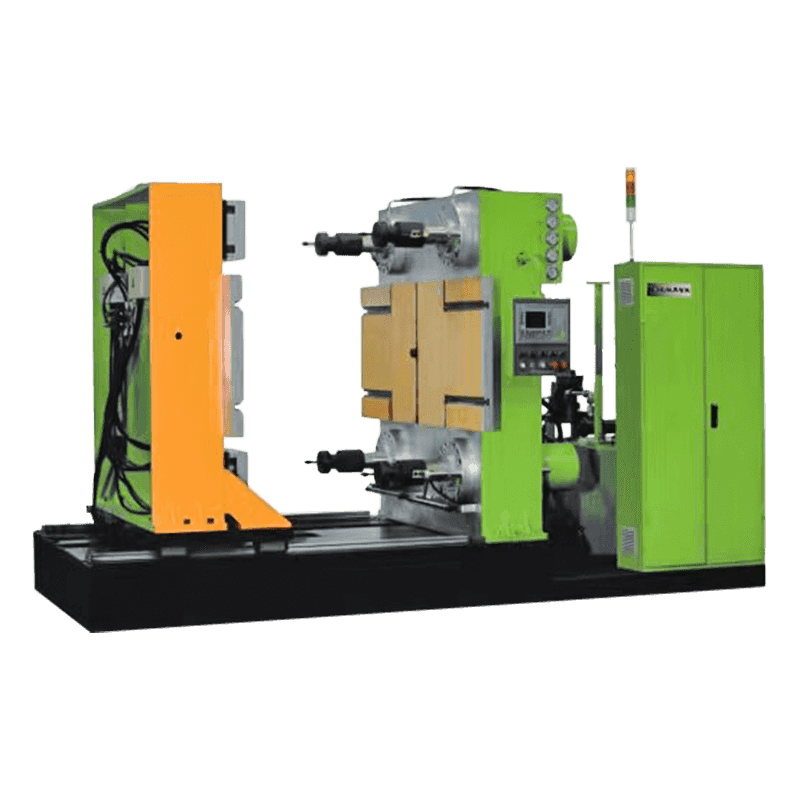
| Roterende vacuümvulkaniseermachine | Matrijsrotatie in carrouselstijl door uithardingsstations | Continue productie met hoge output van kleine uniforme onderdelen |
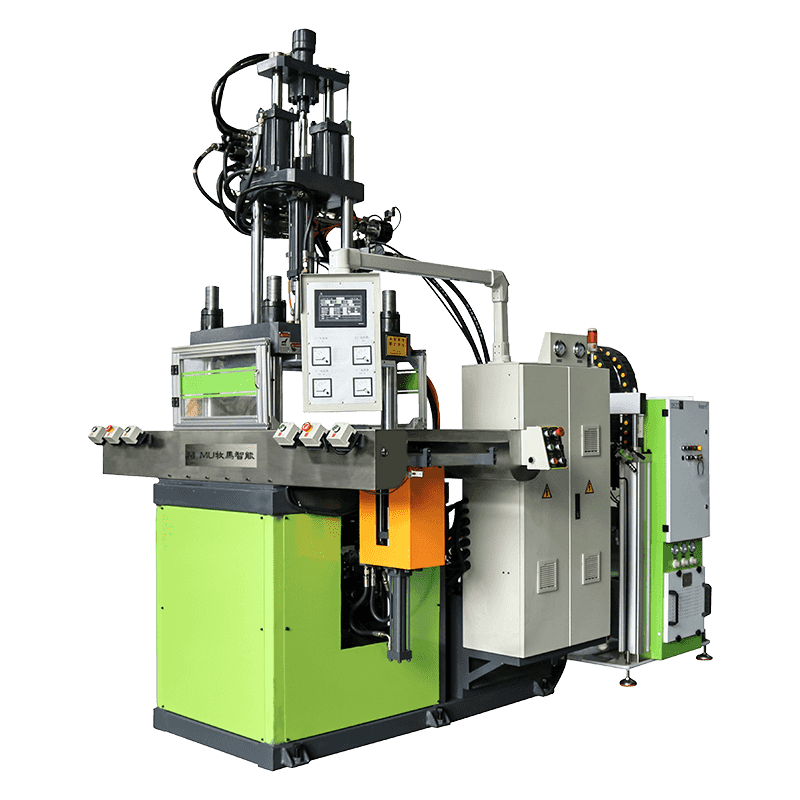
| Injectievacuümvulcaniseerpers | Combineert vacuümkamer met rubberen injectie-eenheid | Precisie spuitgegoten afdichtingen en technische rubberen onderdelen |
Belangrijke factoren om te evalueren bij de aanschaf van een vacuümrubbervulkaniseermachine
Investeren in een vacuümvulkaniseermachine is een belangrijke kapitaalbeslissing, en het specificatieproces vereist een zorgvuldige evaluatie van zowel de huidige productievereisten als de verwachte toekomstige behoeften. Het overhaasten van het selectieproces of het uitsluitend focussen op de prijs leidt vaak tot apparatuur die ondermaats presteert, dure upgrades vereist of niet voldoet aan de kwaliteitscertificeringen die door belangrijke klanten worden vereist.
Plaatgrootte en klemkracht
De afmetingen van de plaat moeten geschikt zijn voor de grootste mal die u wilt gebruiken, met voldoende marge rond de omtrek van de mal om een gelijkmatige drukverdeling te garanderen. De klemkracht moet worden berekend op basis van de verwachte holtedruk van het rubbermengsel bij de uithardingstemperatuur, vermenigvuldigd met het totale geprojecteerde oppervlak van alle holtes in de mal. Een te kleine klemkracht leidt tot flits; te grote machines verbruiken meer energie en vloeroppervlak dan nodig is. Vraag technische berekeningen aan bij de machineleverancier op basis van uw specifieke matrijs- en compoundgegevens voordat u de specificatie definitief maakt.
Vacuümniveau en pompcapaciteit
Het haalbare vacuümniveau is een directe maatstaf voor hoe effectief de machine lucht en gassen uit de matrijsomgeving verwijdert. Specificeer het doelvacuümniveau – doorgaans -0,095 MPa of beter voor veeleisende toepassingen – en bevestig de uitpomptijd om dit niveau te bereiken met een geladen mal op zijn plaats. De pompcapaciteit (gemeten in m³/h of CFM) moet worden afgestemd op het volume van de vacuümkamer plus eventueel dood volume in het aansluitende leidingwerk. Machines met ondermaatse pompen doen er te lang over om de beoogde vacuümniveaus te bereiken, waardoor de cyclustijden worden verlengd en de output wordt verminderd.
Besturingssysteem en datalogging
Moderne vacuümvulkaniseermachines moeten worden uitgerust met een programmeerbare logische controller (PLC) en een mens-machine-interface (HMI) met aanraakscherm waarmee operators uithardingscycli in meerdere stappen kunnen opslaan en oproepen, alle procesparameters in realtime kunnen bewaken en productiegegevens kunnen genereren voor traceerbaarheid van de kwaliteit. Voor klanten in de toeleveringsketens van de automobiel- en ruimtevaartsector is datalogging van temperatuur, druk, vacuümniveau en cyclustijd voor elke productiebatch een standaard auditvereiste. Controleer vóór aankoop of het besturingssysteem van de machine voldoet aan de documentatievereisten van uw kwaliteitsmanagementsysteem.
Onderhoudspraktijken die de machineprestaties beschermen
De betrouwbaarheid op lange termijn van een vacuümrubbervulkaniseermachine is sterk afhankelijk van een gestructureerd preventief onderhoudsprogramma dat zich richt op de componenten die het meest onderhevig zijn aan slijtage en degradatie in een productieomgeving met hoge temperaturen en hoge cycli.
- Inspectie van vacuümafdichtingen: Kamerdeur- en plaatafdichtingen moeten bij elk onderhoudsinterval worden geïnspecteerd op compressie, barsten of oppervlakteverontreiniging. Beschadigde afdichtingen zijn de meest voorkomende oorzaak van vacuümverlies en moeten op een geplande basis worden vervangen in plaats van te wachten op zichtbare defecten.
- Onderhoud van de vacuümpomp: Draaischuifpompen vereisen regelmatige olieverversingen; vervuilde of aangetaste pompolie vermindert de haalbare vacuümniveaus aanzienlijk. Droogschroefpompen vereisen periodieke rotor- en lagerinspectie. Houd u strikt aan de door de fabrikant aanbevolen onderhoudsintervallen.
- Verificatie van de vlakheid van de glasplaat: Na verloop van tijd kunnen herhaalde thermische cycli en mechanische belasting ervoor zorgen dat de plaatoppervlakken welving of plaatselijke lage plekken ontwikkelen, wat resulteert in een ongelijkmatige drukverdeling over de mal. Controleer regelmatig de vlakheid van de plaat met behulp van een precisieliniaal en een voelermaat.
- Onderhoud van hydraulisch systeem: Hydraulische olie moet jaarlijks worden bemonsterd en geanalyseerd op deeltjesverontreiniging en viscositeitsverslechtering. Cilinderafdichtingen en slangaansluitingen moeten bij elk preventief onderhoudsbezoek worden geïnspecteerd op lekkage.
- Kalibratie van thermokoppel en controller: De nauwkeurigheid van temperatuurmetingen verandert in de loop van de tijd naarmate thermokoppelverbindingen ouder worden. Jaarlijkse kalibratie van alle temperatuursensoren tegen een traceerbare referentiestandaard is essentieel voor het handhaven van de consistentie van de uitharding en het voldoen aan de auditvereisten van het kwaliteitssysteem.
EEN vacuum rubber vulcanizing machine represents one of the most technically complete solutions available for producing high-quality, defect-free rubber components at production scale. By combining precise thermal control, hydraulic clamping, and vacuum-assisted degassing in a single integrated system, it addresses the most persistent quality challenges in rubber molding and positions manufacturers to meet the increasingly demanding specifications of the automotive, aerospace, medical, and industrial markets they serve.