Hoe wordt siliconen gemaakt? De chemie achter het materiaal
Siliconen is een synthetisch polymeer waarvan de ruggengraat is opgebouwd uit afwisselende silicium- en zuurstofatomen – een structuur die bekend staat als een siloxaanketen – in plaats van de koolstof-koolstof-ruggengraat die wordt aangetroffen in organische kunststoffen zoals polyethyleen of polypropyleen. Dit fundamentele verschil in moleculaire architectuur geeft siliconen zijn buitengewone thermische stabiliteit, chemische inertheid, flexibiliteit over een breed temperatuurbereik en weerstand tegen UV-degradatie. Door te begrijpen hoe siliconen worden gemaakt vanaf de ruwe elementaire oorsprong tot aan een afgewerkt elastomeer, kunnen ingenieurs, productontwerpers en fabrikanten begrijpen waarom dit materiaal zich gedraagt zoals het zich gedraagt en waarom het anders wordt verwerkt dan conventionele thermoplastische harsen.
De productie van siliconen begint met silicium – het op één na meest voorkomende element in de aardkorst, voornamelijk aangetroffen in de vorm van siliciumdioxide (SiO₂), beter bekend als kwarts of kwartszand. Cruciaal is dat silicium, het element, chemisch verschilt van siliconen, het polymeer. Silicium in zijn ruwe vorm is van nature niet zacht, flexibel of chemisch stabiel onder uiteenlopende omstandigheden; het is een harde, broze metalloïde. Om het te transformeren in het veelzijdige siliconenpolymeer dat wordt gebruikt in medische apparaten, auto-afdichtingen, consumptiegoederen en industriële componenten, is een meerfasig chemisch proces nodig dat op koolstof gebaseerde organische groepen op de siliciumruggengraat introduceert, waardoor de eigenschappen ervan fundamenteel veranderen.

Van kwarts tot siliciummetaal: de eerste productiefase
De eerste stap bij het maken van siliconen is de reductie van siliciumdioxide tot siliciummetaal van metallurgische kwaliteit. Dit wordt bereikt in grote vlamboogovens waar kwartsiet (een zeer zuivere vorm van kwarts) wordt verwarmd tot temperaturen van meer dan 1800 ° C in aanwezigheid van koolstofrijke reductiemiddelen zoals steenkool, cokes en houtsnippers. De koolstof reageert met de zuurstof in siliciumdioxide, waarbij koolstofdioxide vrijkomt en vloeibaar siliciummetaal achterblijft met een zuiverheid van ongeveer 98-99%. Dit materiaal staat bekend als silicium van metallurgische kwaliteit (MG-Si) en dient als de kritische grondstof voor de productie van siliconenpolymeren.
Het gesmolten silicium wordt in blokken gegoten, afgekoeld en vervolgens tot poeder of korrels vermalen voor verdere chemische verwerking. In dit stadium is silicium nog lang geen polymeer; het moet een reeks chemische reacties ondergaan die organische methylgroepen aan de siliciumatomen hechten, waardoor de organochloorsilaantussenproducten ontstaan die dienen als de bouwstenen van alle commerciële siliconenproducten.
Het Müller-Rochow-proces: het bouwen van het siliconenmonomeer
De industriële productie van siliconenmonomeren wordt gedomineerd door het directe Müller-Rochow-proces, dat in de jaren veertig onafhankelijk werd ontwikkeld. Bij dit proces wordt siliciummetaal in poedervorm omgezet met methylchloride (CH3Cl)-gas in aanwezigheid van een koperkatalysator bij temperaturen tussen 250°C en 350°C. Deze reactie produceert een mengsel van chloorsilaanverbindingen, waarvan de commercieel belangrijkste dimethyldichloorsilaan is: (CH3)₂SiCl₂. Dit molecuul is het primaire monomeer waarvan uiteindelijk de overgrote meerderheid van de commerciële siliconen is afgeleid.
Het door het directe proces geproduceerde chloorsilaanmengsel wordt door gefractioneerde destillatie gescheiden in zijn afzonderlijke componenten, die elk een duidelijke reactiviteit hebben en bij hydrolyse verschillende siliconenpolymeerstructuren produceren. Dimethyldichloorsilaan ondergaat bij blootstelling aan water een snelle hydrolyse - de chlooratomen worden vervangen door hydroxylgroepen - en de resulterende silanoltussenproducten condenseren spontaan met elkaar om polydimethylsiloxaan (PDMS) -ketens te vormen. Afhankelijk van de reactieomstandigheden, de ketenlengte en het specifieke mengsel van gebruikte chloorsilaanmonomeren kan het resulterende polymeer een vloeistof met een lage viscositeit, een viskeuze gom of een basispolymeer met een hoog molecuulgewicht zijn dat geschikt is om tot siliconenrubber te compounderen.
Compounding van siliconenrubber: van basispolymeer tot vormbaar materiaal
Ruw polydimethylsiloxaanpolymeer alleen is niet geschikt voor spuitgieten. Het moet worden gemengd met een reeks additieven die de hardheid, treksterkte, rek, thermische weerstand, kleur en uithardingseigenschappen aanpassen aan specifieke toepassingsvereisten. In deze compoundeerfase wordt het functionele siliconenrubbermateriaal dat in spuitgietmachines wordt gebruikt daadwerkelijk gecreëerd, en het omvat een zorgvuldige formulering door materiaalchemici die concurrerende eigenschappen afwegen tegen verwerkingsbeperkingen.
- Versterkende vulstoffen: Fumed silica is het meest gebruikte versterkende vulmiddel in siliconenrubberverbindingen. Toegevoegd bij een belasting van 20-50% per gewicht, verhoogt pyrogeen silica de treksterkte en scheurweerstand dramatisch door interactie met de polymeerketens op moleculaire schaal. Zonder versterking heeft puur siliconenpolymeer een zeer lage mechanische sterkte.
- Verknopingsmiddelen: Om het lineaire of licht vertakte siliconenpolymeer om te zetten in een driedimensionaal elastomeer netwerk, moeten verknopingsmiddelen worden opgenomen. Voor rubber met hoge consistentie (HCR) dat bij conventioneel spuitgieten wordt gebruikt, zijn organische peroxiden de traditionele verknopingsmiddelen. Voor vloeibaar siliconenrubber (LSR) is een platina-gekatalyseerd additie-uithardingssysteem standaard, dat snellere uithardingscycli en uitstekende consistentie van de eigenschappen biedt.
- Pigmenten en kleurstoffen: Siliconen zijn van nature doorschijnend en accepteren gemakkelijk pigmentatie. IJzeroxide, titaniumdioxide en organische pigmenten worden tijdens het compounderen verwerkt om het volledige kleurenspectrum te produceren dat fabrikanten van consumentenproducten en medische apparatuur nodig hebben.
- Verwerkingshulpmiddelen: Kleine toevoegingen van verwerkingshulpmiddelen zoals siliconenoliën of wassen verbeteren het vloeigedrag van de compound tijdens het spuitgieten, verminderen de eisen aan de injectiedruk en verbeteren de matrijsvulling in complexe holtegeometrieën.
- Functieele additieven: Afhankelijk van de eindtoepassing kunnen aanvullende middelen worden toegevoegd: vlamvertragers voor elektrische isolatiecomponenten, antimicrobiële middelen voor medische en voedselcontactproducten, of thermische stabilisatoren voor toepassingen bij hoge temperaturen.
Soorten siliconen die worden gebruikt bij spuitgieten: HCR versus LSR
Er worden twee verschillende vormen van siliconenrubber verwerkt in spuitgietmachines, en ze verschillen aanzienlijk wat betreft hun fysieke staat, verwerkingsgedrag en het type machine dat nodig is om ze te verwerken. Kiezen tussen rubber met hoge consistentie (HCR) en vloeibaar siliconenrubber (LSR) is een van de meest consequente materiaalbeslissingen bij de ontwikkeling van siliconenproducten, die rechtstreeks van invloed zijn op de kwaliteit van de onderdelen, de cyclustijd, het gereedschapsontwerp en de productie-economie.
Rubber met hoge consistentie (HCR)
HCR is bij kamertemperatuur een vast, stopverfachtig materiaal met een consistentie die lijkt op stijf brooddeeg. Het heeft een hoog molecuulgewicht – doorgaans meer dan een miljoen g/mol – en moet worden voorverwarmd en bewerkt voordat het voldoende stroomt om in een vormholte te worden geïnjecteerd. HCR-verbindingen worden doorgaans uitgehard met behulp van organische peroxiden bij temperaturen van 150–200 ° C, en naharding bij verhoogde temperaturen is vaak vereist om de mechanische eigenschappen volledig te ontwikkelen en resterende bijproducten van de afbraak van peroxide te verwijderen. HCR heeft een goede reputatie op het gebied van de productie van afdichtingen, pakkingen, slangen en kabelaccessoires en kan worden verwerkt op gemodificeerde rubberspuitgietmachines of compressiepersen.
Vloeibaar siliconenrubber (LSR)
LSR is een verpompbaar vloeistofsysteem met twee componenten, geleverd in afzonderlijke vaten. Onderdeel A bevat het basispolymeer en de platinakatalysator, terwijl component B het basispolymeer en de crosslinker bevat (meestal een siliconenhydrideverbinding). De twee componenten worden gedoseerd in een nauwkeurige verhouding van 1:1, gemengd in een statische of dynamische mixer en geïnjecteerd in een verwarmde mal waar de door platina gekatalyseerde additie-uithardingsreactie snel plaatsvindt, doorgaans binnen 10-60 seconden bij matrijstemperaturen van 150-220°C. LSR produceert geen bijproducten die uitharden, vereist geen nabehandeling en levert uitzonderlijke onderdeelconsistentie met maatprecisie die moeilijk te bereiken is met HCR. Het is het voorkeursmateriaal voor de grootschalige productie van medische apparatuur, babyverzorgingsproducten, draagbare technologiecomponenten en industriële precisie-afdichtingen.
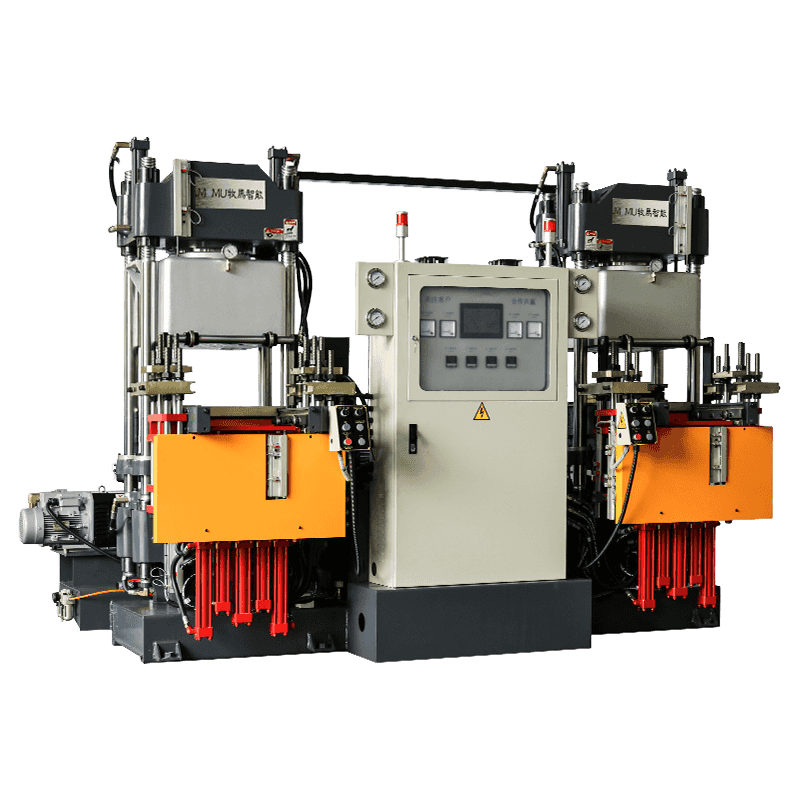
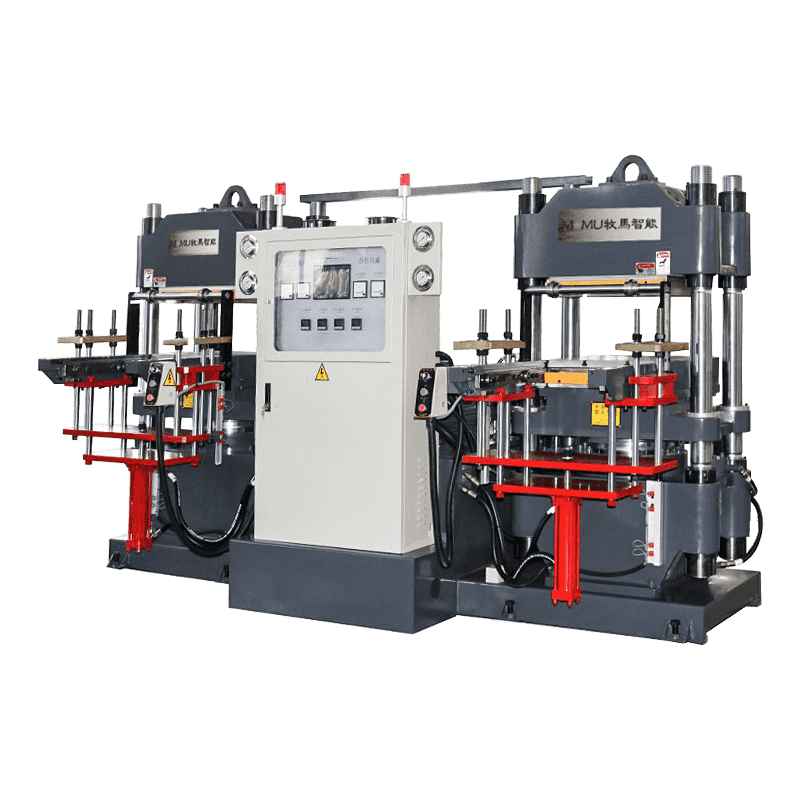
Hoe een siliconen/rubber spuitgietmachine werkt
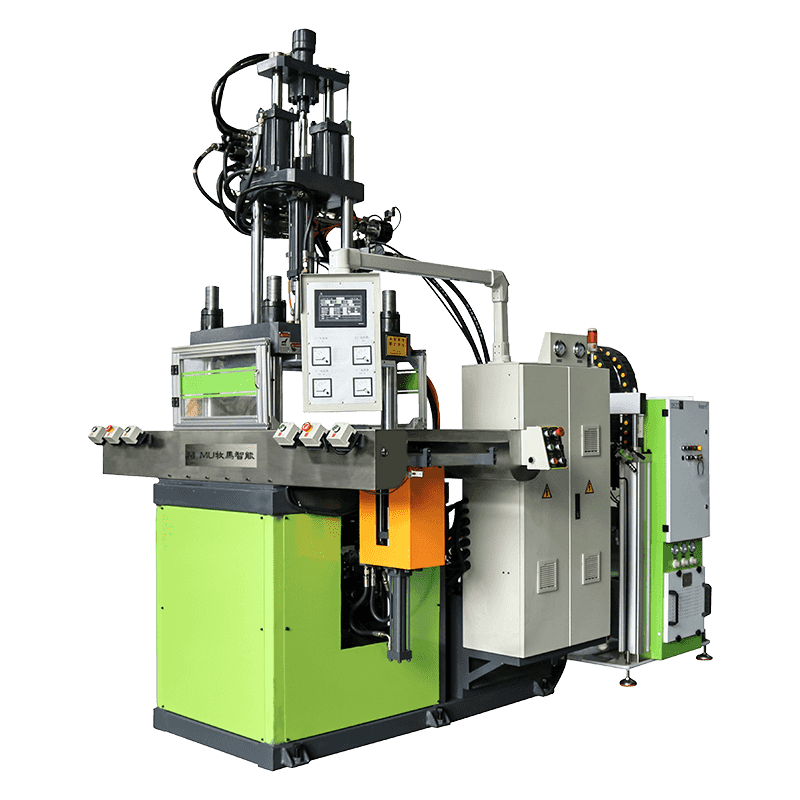
Een siliconen of rubber spuitgietmachine verschilt in verschillende kritische opzichten fundamenteel van een standaard thermoplastische spuitgietmachine, gedreven door de thermohardende aard van siliconen en rubber - materialen die onomkeerbaar uitharden bij verhitting in plaats van zacht te worden bij verhitting zoals thermoplastische kunststoffen dat doen. In een thermoplastische machine worden de cilinder en de schroef verwarmd om het materiaal te smelten, en wordt de mal gekoeld om het onderdeel te laten stollen. In een siliconen/rubber spuitgietmachine moet het materiaal gedurende het hele injectiesysteem koud worden gehouden om voortijdige uitharding te voorkomen, terwijl de mal wordt verwarmd om de vulkanisatie op gang te brengen en te voltooien.
Voor LSR-verwerking is de injectie-eenheid uitgerust met een tweecomponenten doseer- en mengsysteem dat met behulp van precisietandwielpompen uit de twee materiaalvaten zuigt, deze in de juiste verhouding mengt via een statisch mengsamenstel en het gemengde materiaal aflevert in een koud injectievat. De cilinder- en schroefconstructie wordt gekoeld — doorgaans met gekoeld water van 5–15 °C — om de LSR tijdens de injectiecyclus onder de activeringstemperatuur te houden. Wanneer het materiaal in de verwarmde mal (150–220°C) wordt geïnjecteerd, activeert de dramatische temperatuurstijging de platinakatalysator en verloopt de uithardingsreactie binnen enkele seconden.
Belangrijkste componenten van een siliconen/rubber spuitgietmachine
| Component | Function | Belangrijkste specificatie |
| Tweecomponentendoseerunit | Doseert en pompt LSR-componenten A en B nauwkeurig | Verhoudingsnauwkeurigheid ±0,5% of beter |
| Statische/dynamische mixer | Mengt de A- en B-componenten homogeen vóór injectie | Mengefficiëntie, verwarming met lage schuifkracht |
| Koud injectievat en schroef | Transporteert en injecteert materiaal en voorkomt voortijdige uitharding | Gekoeldwaterkoeling, 5–15°C |
| Verwarmde klemeenheid en mal | Houdt de schimmel gesloten onder druk en levert uithardingswarmte | 150–220°C, klemkracht per holte |
| Cold Runner-systeem | Levert materiaal aan holtes zonder uitgeharde spruw te verspillen | Bijna geen afval, thermisch geïsoleerd |
| Besturingssysteem (CNC/PLC) | Beheert de injectiesnelheid, druk, temperatuur en timing | Herhaalbaarheid van processen, datalogging |
Overwegingen bij het ontwerp van matrijzen die specifiek zijn voor het spuitgieten van siliconen
Matrijsontwerp voor het spuitgieten van siliconen vereist zorgvuldige aandacht voor factoren die aanzienlijk verschillen van thermoplastische gereedschappen. De lage viscositeit van siliconen in LSR-vorm (vaak vergeleken met slagroom- of pannenkoekbeslag) betekent dat het gemakkelijk in de kleinste opening tussen de scheidingsoppervlakken van de mal vloeit, waardoor flits ontstaat die tijdens de nabewerking moet worden verwijderd. Flitsvrij of bijna flitsvrij siliconengieten vereist extreem nauwe toleranties voor de vlakheid van het scheidingsoppervlak, doorgaans binnen 2-5 micron, en precisiegeslepen gereedschapsstaal met een hardheid boven 48 HRC om deze toleranties gedurende miljoenen cycli te behouden.
Ontluchting is van cruciaal belang bij het ontwerpen van siliconenmallen, omdat lucht die in holtezakken zit, niet door het materiaal kan ontsnappen, zoals bij sommige poreuze processen het geval is - opgesloten lucht veroorzaakt holtes, korte schoten of oppervlaktedefecten. Ontluchtingskanalen zo ondiep als 3-8 micron zijn opgenomen op de scheidingslijn en op de laatste vulpunten van elke holte. Het ontwerp van het uitwerpsysteem moet ook rekening houden met de hoge flexibiliteit en oppervlaktekleefkracht van uitgeharde siliconenonderdelen. Ontvormen zonder dunwandige kenmerken te scheuren of te vervormen vereist doorgaans een zorgvuldig ontwerp van de trekhoek, oppervlaktetextuur of het gebruik van anti-adhesiecoatings zoals PTFE of plasma-oppervlaktebehandelingen op holteoppervlakken.
Industrieën en toepassingen die worden bediend door siliconenspuitgieten
De combinatie van de uitzonderlijke materiaaleigenschappen van siliconen en de precisie die kan worden bereikt door spuitgieten, maakt siliconen/rubber spuitgietmachines van cruciaal belang voor de productie in een opmerkelijk breed scala aan industrieën. Elke sector exploiteert een specifieke subset van de prestatiekenmerken van siliconen, en het vermogen om complexe geometrieën met nauwe toleranties bij hoge volumes te produceren, maakt spuitgieten in al deze sectoren de geprefereerde productiemethode.
- Medisch en farmaceutisch: De biocompatibiliteit, steriliseerbaarheid en chemische inertheid van siliconen maken het tot het materiaal bij uitstek voor katheteronderdelen, afdichtingen voor implanteerbare apparaten, grepen voor chirurgische instrumenten, ademhalingsmaskers en membranen voor medicijnafgifte. Dankzij LSR-spuitgieten kunnen deze onderdelen worden geproduceerd volgens de normen voor medische hulpmiddelen van klasse III, met volledige procesvalidatie en traceerbaarheid.
- Automobiel: Connectorafdichtingen, doorvoertules, bougiedoppen, turboslangen en pakkingen voor toepassingen onder de motorkap zijn afhankelijk van het vermogen van siliconen om de afdichtingsprestaties te behouden bij temperaturen variërend van -60°C tot meer dan 200°C gedurende de levensduur van het voertuig.
- Consumentenelektronica: Beschermhoezen, knopmembranen, waterdichte afdichtingen voor wearables en oortelefoontips worden uit LSR spuitgegoten in gereedschappen met hoge cavitatie die miljoenen onderdelen per jaar produceren met een consistente maatnauwkeurigheid.
- Baby- en jeugdproducten: Flesspenen, fopspenen, bijtringen en voedingslepelpunten gemaakt van voedselveilige en FDA-conforme LSR-verbindingen worden geproduceerd in mallen met meerdere holtes met strikte hygiënische productieprotocollen.
- Industrieel en energie: Elektrische isolatieloodsen voor hoogspanningstransmissieapparatuur, pompmembranen, terugslagkleppen en chemische verwerkingsafdichtingen maken gebruik van de combinatie van siliconen van elektrische weerstand, UV-stabiliteit en chemische weerstand in veeleisende buiten- en procesomgevingen.
Van het kwartsieterts dat in boogovens wordt gevoerd tot de nauwkeurig gevormde siliconenafdichting op een medisch implantaat: de reis van siliconen, van grondstof tot eindproduct, is er een van industriële chemie en precisietechniek die nauw op elkaar zijn afgestemd. De siliconen/rubber spuitgietmachine staat centraal in deze waardeketen en transformeert een zorgvuldig geformuleerd thermohardend polymeer in maatvaste, hoogwaardige componenten die onzichtbaar maar onmisbaar zijn ingebed in de producten die het moderne leven definiëren.