Het persgieten van rubber is een van de oudste en meest gebruikte processen bij de productie van rubberen onderdelen, en de machine die centraal staat in dit proces – de persgietmachine voor rubber – blijft een hoeksteen van productielijnen in de automobiel-, ruimtevaart-, industriële afdichtings- en consumptiegoederensector. Ondanks de opkomst van injectie- en transfergiettechnologieën blijft compressiegieten bestaan vanwege de eenvoud, de gereedschapskostenvoordelen en de geschiktheid voor een breed scala aan rubberverbindingen en onderdeelgeometrieën. Begrijpen hoe deze machines werken, wat hoogwaardige apparatuur onderscheidt van gemiddeld, en hoe u de machinespecificaties kunt afstemmen op uw productiebehoeften, is essentieel voor ingenieurs, inkoopmanagers en fabrieksoperators die met gevulkaniseerde rubberproducten werken.
Wat een rubbercompressievormmachine doet
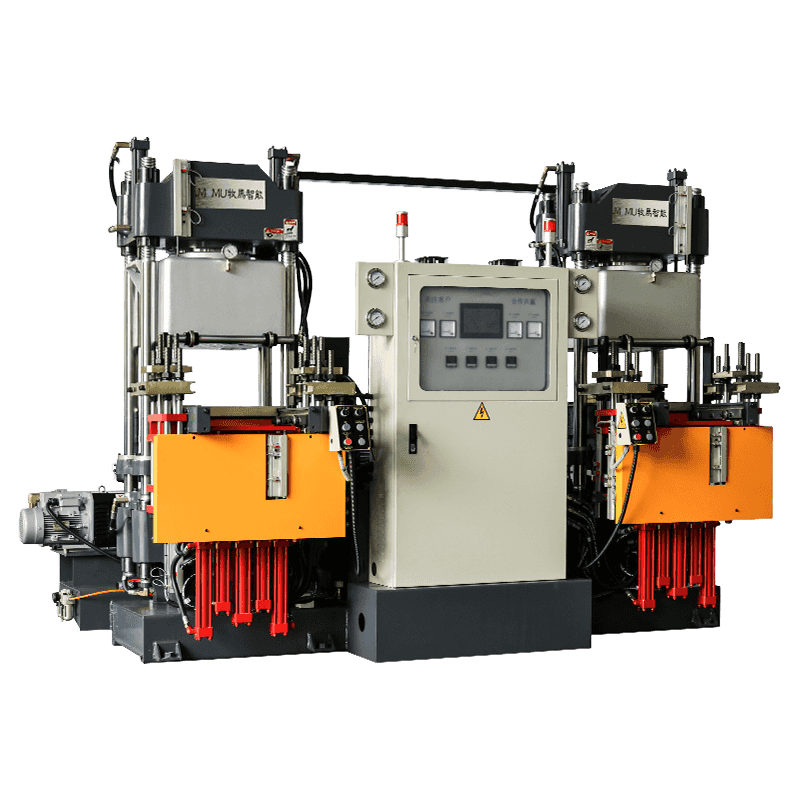
EEN rubber compressievormmachine past gecontroleerde hitte en druk toe op een vooraf afgemeten hoeveelheid niet-uitgeharde rubbercompound die rechtstreeks in een open vormholte wordt geplaatst. Wanneer de machine de mal onder hydraulische druk sluit, wordt het rubber gedwongen zich aan te passen aan de vorm van de holte. Aanhoudende hitte – doorgaans tussen 150°C en 200°C, afhankelijk van de samenstelling – veroorzaakt vulkanisatie, het chemische verknopingsproces dat de zachte, buigzame rubbersamenstelling omzet in een duurzaam, elastisch afgewerkt onderdeel. Zodra de uithardingscyclus is voltooid, gaat de mal open en wordt het onderdeel verwijderd, waarbij vaak handmatig ontbramen nodig is om overtollig materiaal weg te snijden dat in de scheidingslijn is gestroomd.
Het compressiegietproces is bijzonder geschikt voor natuurlijk rubber, EPDM, siliconen, neopreen, nitril (NBR) en fluorelastomeren (FKM/Viton). Het wordt vaak gebruikt voor de productie van afdichtingen, pakkingen, O-ringen, trillingsdempers, membranen, bussen en op maat gemaakte rubberen profielen. Omdat de mal open is tijdens het laden, biedt compressiegieten ruimte voor met weefsel versterkt rubber, metaal-rubber gebonden onderdelen en inzetstukken op natuurlijkere wijze dan spuitgietprocessen, waardoor dit de voorkeursmethode is voor complexe composietrubbercomponenten.
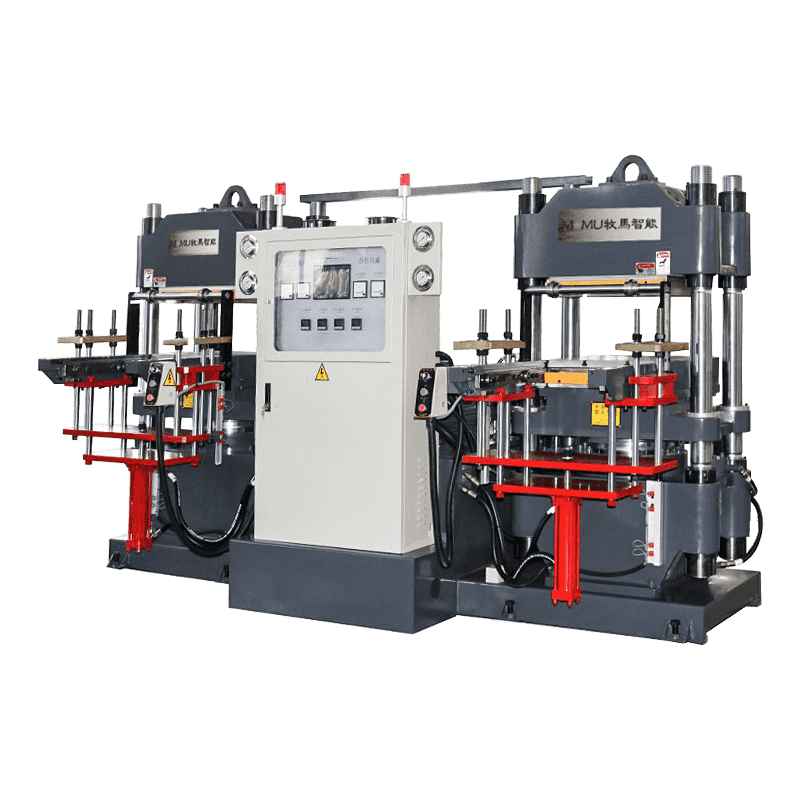
Kerncomponenten van een rubbercompressievormmachine
Als u de belangrijkste componenten van een persgietmachine begrijpt, worden zowel de werkingsprincipes als de belangrijkste kwaliteitsfactoren verduidelijkt die moeten worden geëvalueerd bij het vergelijken van modellen van verschillende fabrikanten.
Hydraulisch systeem
Het hydraulische systeem is het krachtgenererende hart van de machine. Een hydraulische pomp drijft vloeistof in cilinders die de bewegende plaat bedienen, waardoor de klemkracht wordt gegenereerd die de mal sluit en de druk gedurende de hele uithardingscyclus handhaaft. De klemkracht wordt gemeten in tonnen en bepaalt direct de maximaal haalbare matrijsgrootte en holtedruk. Machines variëren van kleine bench-top-units van 10 tot 50 ton voor laboratorium- en prototypewerk, tot grote productiepersen van meer dan 1.000 ton voor auto- en industriële onderdelen. De drukstabiliteit van het hydraulische systeem tijdens het uitharden is van cruciaal belang; schommelingen veroorzaken variaties in de afmetingen van het afgewerkte onderdeel en kunnen resulteren in onvolledige vulling of holtes in het rubber.

Verwarmde platen
De bovenste en onderste platen zijn de platte, nauwkeurig geslepen metalen platen die de malhelften vasthouden en er warmte in overbrengen. Platens worden intern verwarmd met behulp van elektrische weerstandselementen, stoom of hete oliecirculatie. Elektrische verwarming komt het meest voor in moderne machines vanwege de nauwkeurige bestuurbaarheid en het onderhoudsgemak. Stoomverwarming biedt snelle opwarmsnelheden, maar vereist infrastructuur en drukbeheersystemen. De uniformiteit van de temperatuurverdeling over het plaatoppervlak is een van de belangrijkste kwaliteitsindicatoren voor een persgietmachine; temperatuurvariaties van meer dan ±3°C over de plaat kunnen een ongelijkmatige uitharding veroorzaken, wat resulteert in onderdelen met een inconsistente hardheid, dichtheid en maatnauwkeurigheid over de hele matrijs.
Controlesysteem
Moderne rubberpersgietmachines maken gebruik van op PLC (programmable logic controller) gebaseerde besturingssystemen met touchscreen HMI-panelen (human-machine interface) waarmee operators uithardingsrecepten kunnen programmeren en opslaan - combinaties van temperatuur-, druk- en tijdinstellingen voor specifieke rubberverbindingen en onderdeelgeometrieën. Geavanceerde machines bieden meertraps drukregeling, automatische matrijsademhaling (gecontroleerde tijdelijke drukontlasting om ingesloten lucht en vluchtige stoffen te laten ontsnappen tijdens het uitharden) en integratie met productiemonitoring en kwaliteitsdatasystemen. Machines op instapniveau kunnen eenvoudigere, op relais gebaseerde of analoge timer- en thermostaatregelaars gebruiken, wat de nauwkeurigheid en traceerbaarheid beperkt, maar de kosten verlaagt.
Belangrijke procesparameters en hoe deze de kwaliteit van onderdelen beïnvloeden
De kwaliteit van het persgieten van rubber wordt bepaald door drie onderling afhankelijke procesparameters: temperatuur, druk en tijd. Het op de juiste manier verkrijgen van deze eigenschappen voor een specifiek rubbermengsel en matrijsontwerp is de basis voor een consistente productie.
| Parameter | Typisch bereik | Effect van te laag | Effect van te hoog |
| Temperatuur | 150°C – 200°C | Onderhard; zachte, zwakke delen | Overharden; broosheid, oppervlaktedegradatie |
| Druk | 5 – 15 MPa caviteitsdruk | Onvolledige vulling; porositeit; korte shots | Overmatig flitsen; schimmel schade |
| Genezingstijd | 2 – 20 minuten (afhankelijk van de samenstelling) | Onderhard; kleverigheid; slechte mechanische eigenschappen | Terugkeer (in NR); verspilde cyclustijd |
De uithardingstijd is specifiek voor de verbinding en moet worden vastgesteld door middel van reometertests (met behulp van instrumenten zoals een MDR (moving die reometer)) voordat de productie begint. De reometer genereert een uithardingscurve die de optimale uithardingstijd (T90 – de tijd om 90% van het maximale koppel te bereiken) voor een gegeven temperatuur weergeeft. Het laten draaien van onderdelen bij T90 in plaats van overharden vermindert de cyclustijd en het energieverbruik zonder de mechanische eigenschappen in gevaar te brengen. Veel productiefaciliteiten slaan reometer-uithardingsgegevens op naast hun PLC-uithardingsrecepten om de traceerbaarheid te behouden en snelle aanpassing van het recept mogelijk te maken wanneer de grondstofbatches veranderen.
Soorten rubbercompressievormmachines
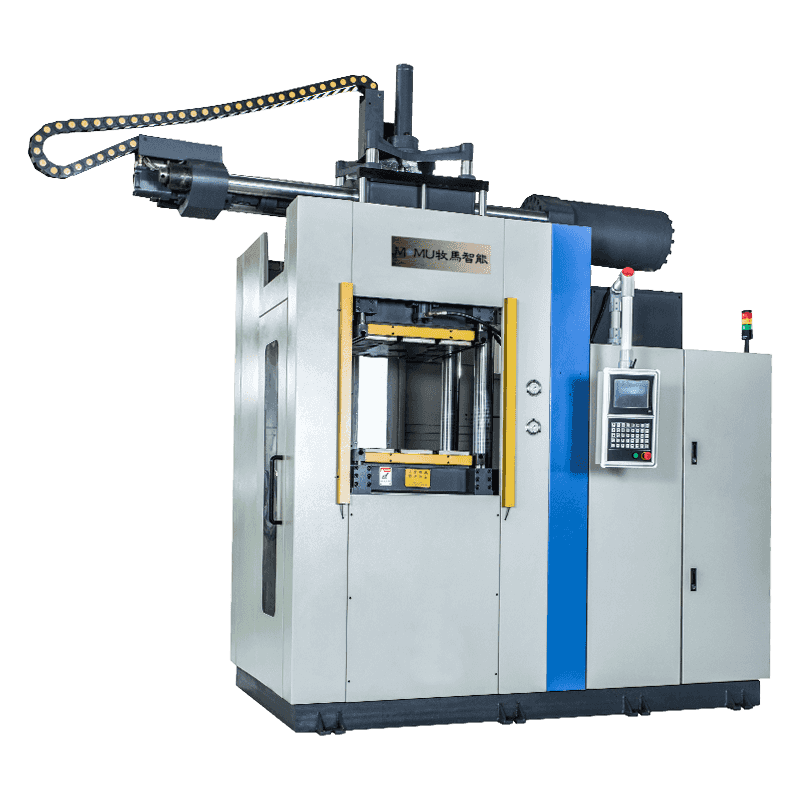
Rubberpersgietmachines zijn verkrijgbaar in verschillende structurele en operationele configuraties, elk geschikt voor verschillende productieschalen en onderdeelvereisten.
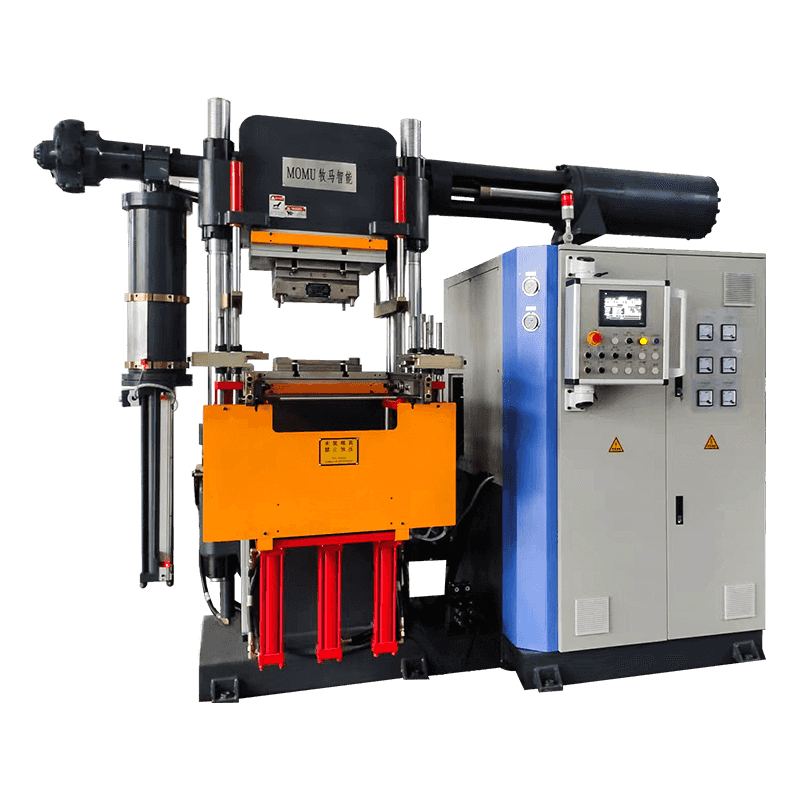
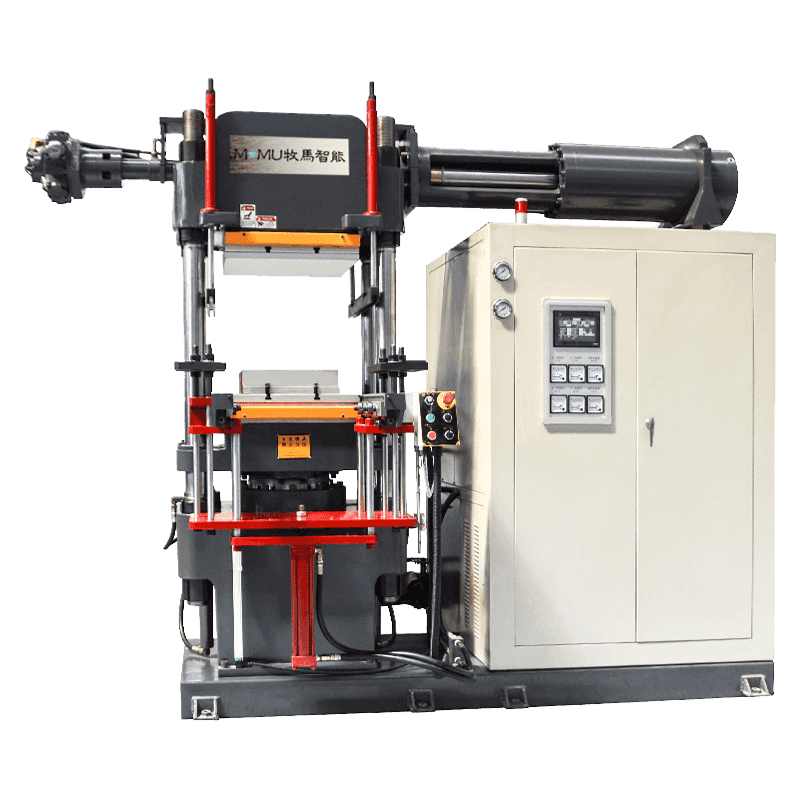
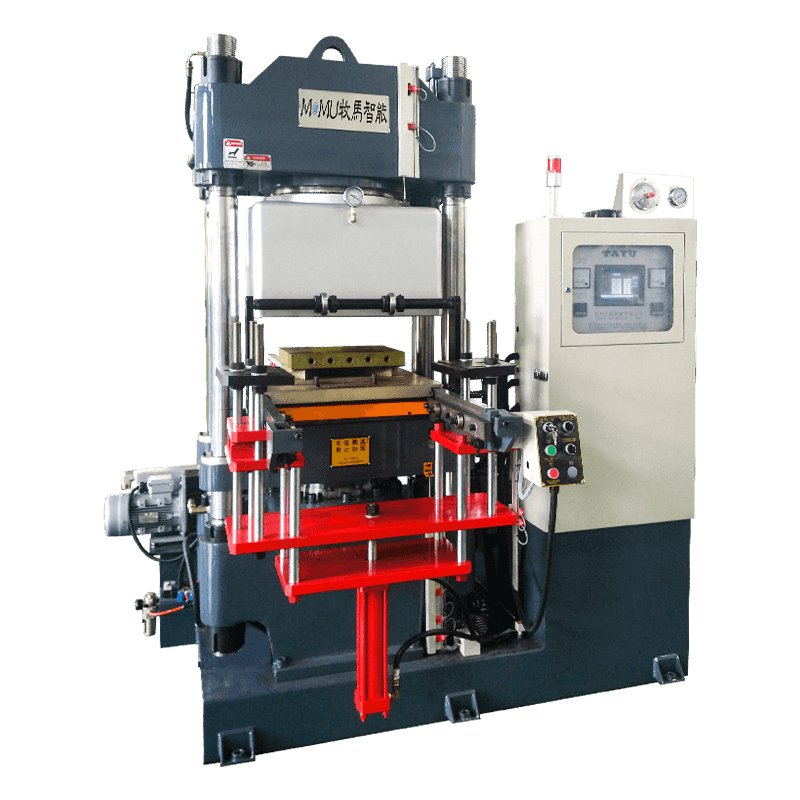
- Single-daglichtpers: De meest voorkomende configuratie, met één set boven- en onderplaten die in één handeling openen en sluiten. Eenvoudig te bedienen en te onderhouden, en geschikt voor de meeste standaardproductie van rubberen onderdelen. Verkrijgbaar in maten, van tafelmodel laboratoriummodellen tot grote industriële persen.
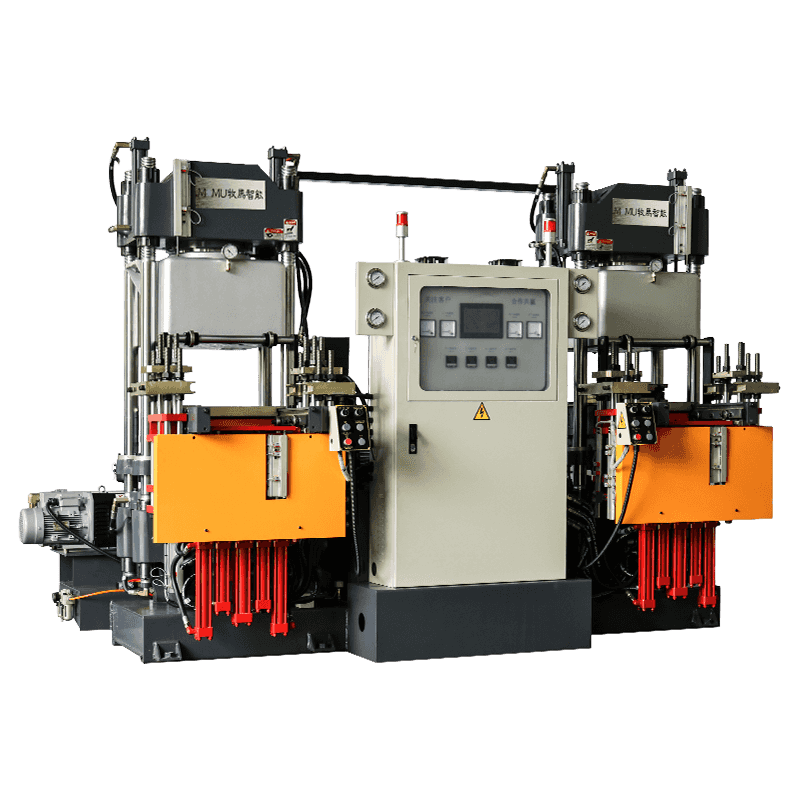
- Meerdaglichtpers: Beschikt over meerdere matrijsopeningsniveaus (daglicht), verticaal gestapeld binnen één persframe, waardoor meerdere matrijzen tegelijkertijd kunnen worden uitgehard in één enkele perscyclus. Verhoogt de output per machinevoetafdruk aanzienlijk en wordt veel gebruikt bij de productie van pakkingen en afdichtingen met grote volumes.
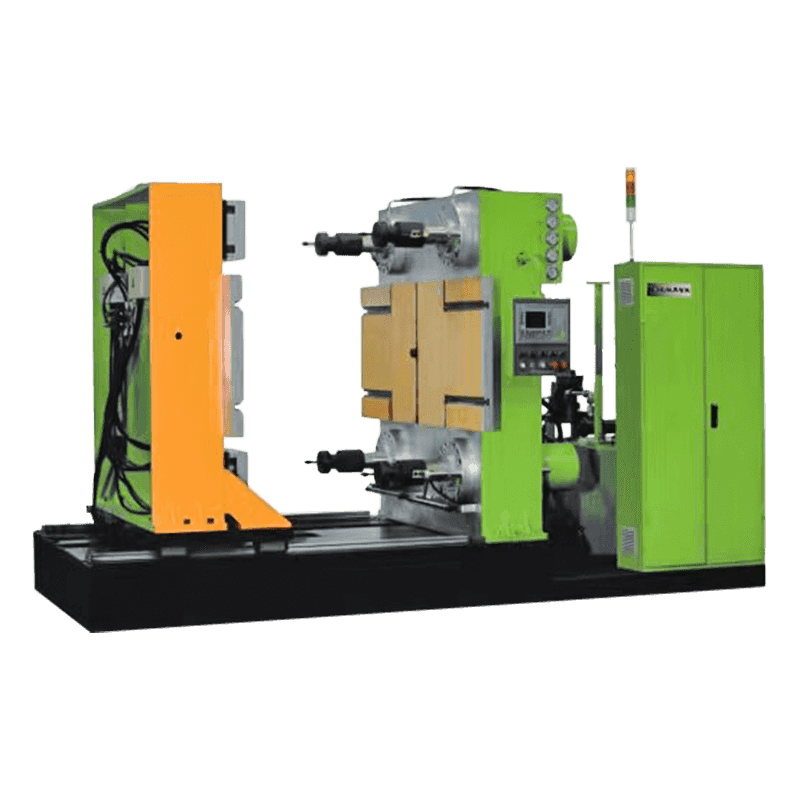
- Draaitafelpers: Maakt gebruik van een roterende carrousel van vormstations die door de laad-, pers- en losposities indexeren. Maakt continu gebruik mogelijk met minder uitvaltijd van de operator tussen cycli, zeer geschikt voor de productie van grote volumes van kleine tot middelgrote onderdelen.
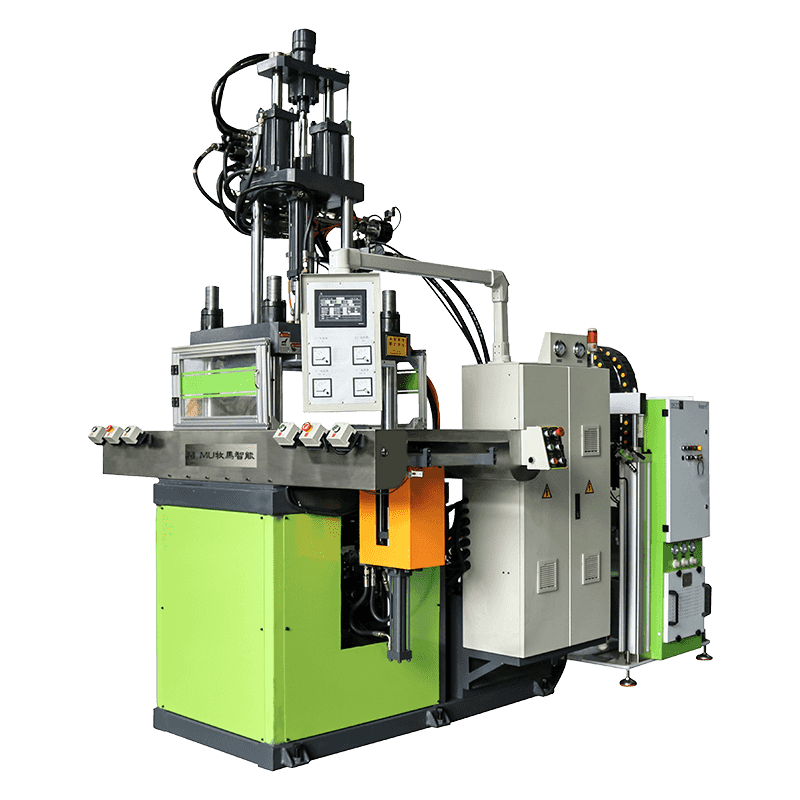
- Vacuümcompressievormmachine: Deze machines zijn uitgerust met een vacuümkamer rond het matrijsgebied en evacueren lucht uit de matrijsholte voor en tijdens het sluiten. Dit voorkomt luchtinsluiting in het rubber, wat van cruciaal belang is voor siliconenonderdelen en andere toepassingen waarbij porositeit onaanvaardbaar is, zoals medische apparaten, afdichtingen die in contact komen met voedsel en hoogwaardige membranen.
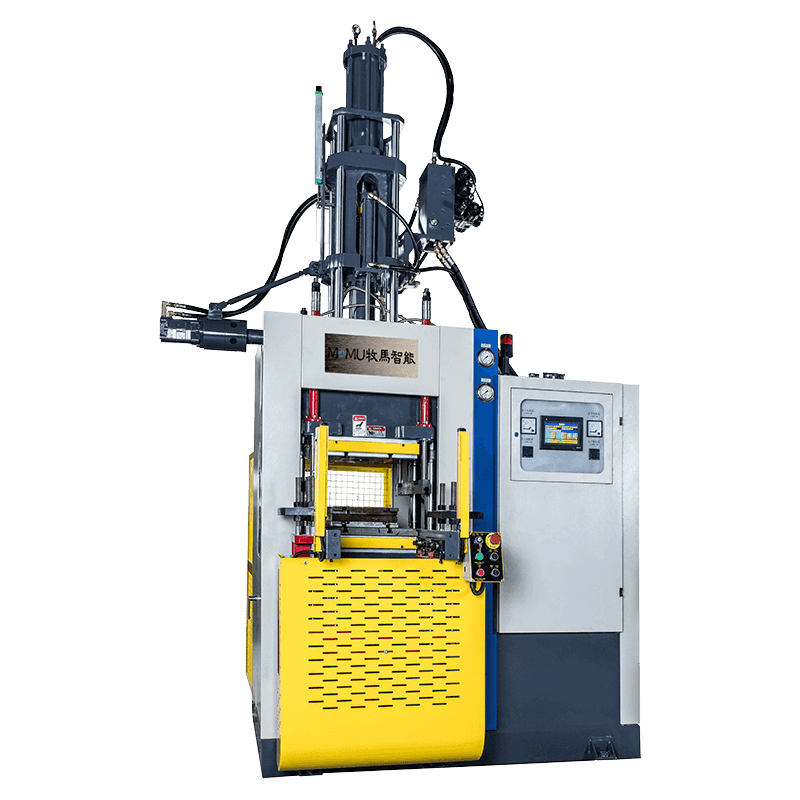
- Hydraulische pers met vier kolommen: Maakt gebruik van vier verticale geleidekolommen rond het degelgebied voor nauwkeurige parallelliteit tijdens het sluiten van de matrijs. De voorkeur gaat uit naar grote mallen of precisiematrijzen waarbij doorbuiging of verkeerde uitlijning van de plaat ongelijkmatige flits, niet-overeenkomende scheidingslijnen of maatvariatie over de mal zou veroorzaken.
Compressiegieten versus transfer- en spuitgieten voor rubber
Rubberfabrikanten worden vaak geconfronteerd met de beslissing of compressie, transfer of spuitgieten het juiste proces is voor een specifiek onderdeel. Elk heeft duidelijke voordelen en beperkingen die moeten worden beoordeeld aan de hand van het productievolume, de complexiteit van de onderdelen, het materiaaltype en het gereedschapsbudget.
| Factor | Compressie | Overdracht | Injectie |
| Gereedschapskosten | Laag | Middelmatig | Hoog |
| Cyclustijd | Langer | Middelmatig | Kortste |
| Materieel afval | Matig (flits) | Matig (pot/sprue) | Laag |
| Deel Complexiteit | Laag to Medium | Middelmatig | Hoog |
| Inzetvormstuk | Uitstekend | Goed | Beperkt |
| Volumegeschiktheid | Laag to medium | Middelmatig | Hoog volume |
| Vaardigheid van de operator vereist | Matig | Matig | Hooger |
Compressiegieten wint consequent aan gereedschapskosten en flexibiliteit bij het vormen van wisselplaten. Daarom blijft het het dominante proces voor de ontwikkeling van prototypen, korte productieruns en onderdelen die metaal- of weefselbinding vereisen. Voor toepassingen met zeer grote volumes waarbij de arbeidskosten per onderdeel de dominante economische factor worden, rechtvaardigen de geautomatiseerde cyclus van het spuitgieten en de minimale vereisten voor flash-trim over het algemeen de hogere investeringen in apparatuur en gereedschap.
Waar u op moet letten bij het selecteren van een rubberpersgietmachine
Het selecteren van de juiste machine vereist een zorgvuldige afstemming tussen uw productspecificaties, productievolumes, rubberverbindingen en operationele omgeving. Het kopen van ondergespecificeerde apparatuur creëert knelpunten; overspecificatie kost kapitaal. De volgende criteria moeten als leidraad dienen voor elke serieuze evaluatie:
- Klemkracht: Bereken het vereiste tonnage op basis van de verwachte holtedruk (meestal 7 tot 12 MPa voor de meeste rubberverbindingen) vermenigvuldigd met het totale geprojecteerde oppervlak van alle holtes plus het flitsoppervlak in de mal. Houd altijd een veiligheidsmarge van minimaal 20% in om variaties tussen samenstellingen en matrijsontwerpen op te vangen.
- Grootte glasplaat: De plaat moet groot genoeg zijn voor uw grootste mal, met aan alle kanten ruimte voor klemming en thermische uniformiteit. Standaard degelformaten variëren van 200 × 200 mm voor kleine laboratoriumpersen tot 1.200 × 1.200 mm of groter voor industriële productiemachines.
- Temperatuuruniformiteit: Vraag de specificatie van de temperatuuruniformiteit van de fabrikant op en verifieer deze indien mogelijk onafhankelijk. Voor precisieonderdelen van siliconen of medisch rubber is een uniformiteit van ±2°C of beter over het volledige degeloppervlak essentieel.
- Daglichtopening: De maximale afstand tussen open platen moet geschikt zijn voor de hoogte van uw mal plus ruimte voor het verwijderen en laden van onderdelen. Onvoldoende daglicht dwingt operators in ongemakkelijke houdingen die de cyclustijden vertragen en het ergonomische risico vergroten.
- Verfijning van het besturingssysteem: Evalueer of de opslag van PLC-recepten, datalogging en bewaking op afstand aansluiten bij uw vereisten op het gebied van kwaliteitsbeheer en traceerbaarheid. Industrieën zoals de automobielsector (IATF 16949) en de medische sector (ISO 13485) hebben specifieke verwachtingen op het gebied van procesdocumentatie die eenvoudigere machines niet kunnen ondersteunen.
- EENfter-sales support and spare parts availability: Hydraulische afdichtingen, verwarmingselementen en bedieningscomponenten slijten na verloop van tijd. Bevestig dat de fabrikant of een lokale distributeur een voorraad reserveonderdelen bijhoudt en technische ondersteuning kan bieden binnen aanvaardbare responstijden voor uw productieomgeving.
Onderhoudspraktijken die de levensduur van de machine verlengen en de kwaliteit van onderdelen beschermen
EEN rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- Dagelijks: Reinig de plaatoppervlakken en matrijsscheidingsvlakken van lijm- en compoundresten met behulp van geschikt lossingsmiddel en niet-schurend gereedschap. Inspecteer het niveau van de hydraulische vloeistof en controleer op zichtbare lekken rond cilinderafdichtingen en fittingen. Controleer de temperatuurmetingen van de plaat met een gekalibreerd thermokoppel.
- Wekelijks: Controleer de toestand van de hydraulische vloeistof en de filterstatus. Inspecteer de geleidingskolommen en de parallelliteit van de platen. Controleer of alle veiligheidsvergrendelingen, inclusief noodstoppen, lichtgordijnen en overdrukkleppen, correct functioneren.
- Maandelijks: Kalibreer temperatuurregelaars en thermokoppels tegen een traceerbare referentie. Inspecteer de weerstand van het verwarmingselement om elementen te identificeren die het einde van hun levensduur naderen voordat ze defect raken in de productie. Controleer de afdichtingen van de hydraulische cilinders op tekenen van huilen.
- EENnnually: Volledige hydraulische vloeistofverversing en filtervervanging. Meting en correctie van de vlakheid van de glasplaat indien nodig. Volledige inspectie van het elektrische systeem, inclusief aansluitingsdichtheid, isolatieweerstand en vervanging van PLC-batterijen.
EEN rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.