Waarom vacuüm alles verandert bij het vulcaniseren van rubber
Rubbervulkanisatie – het proces waarbij polymeerketens met behulp van hitte en druk worden verknoopt om ruw rubber om te zetten in een duurzaam, elastisch materiaal – wordt al meer dan 180 jaar industrieel toegepast. Toch vertegenwoordigt de introductie van vacuümtechnologie in het vulkanisatieproces een van de belangrijkste verfijningen in de moderne rubberproductie. EEN vacuüm rubber vulkaniseermachine evacueert lucht en opgesloten gassen uit het rubbermengsel en de vormholte voor en tijdens het uitharden, waardoor de porositeit, holtes en oppervlaktedefecten worden geëlimineerd die vulkanisatie bij atmosferische druk onvermijdelijk veroorzaakt in precisiecomponenten.
Het resultaat is een meetbaar superieur product: dichtere cross-link-netwerken, verbeterde mechanische eigenschappen, betere maatnauwkeurigheid en defectvrije oppervlakken - allemaal van cruciaal belang in toepassingen waarbij het falen van rubberen componenten gevolgen heeft voor de veiligheid of regelgeving. Naarmate de vraag naar precisie-rubberonderdelen groeit in de automobiel-, ruimtevaart-, medische en elektronicasector, zijn vacuümvulkaniseermachines overgestapt van speciale apparatuur naar reguliere industriële gereedschappen.
Het vulkanisatieproces: conventioneel versus vacuüm
Om de waarde van vacuümvulkanisatie te begrijpen, is het nuttig om precies te onderzoeken waar conventionele methoden tekortschieten.
Conventioneel compressie- of transfergieten
Bij standaard compressie- of transfervulkanisatie wordt een rubbermengsel in een verwarmde mal geplaatst en wordt er druk uitgeoefend om het materiaal in de malholte te dwingen. Lucht die opgesloten zit in de compound of op het grensvlak tussen compound en mal heeft geen ontsnappingsroute. Naarmate de temperatuur stijgt en de verknoping begint, vormt deze opgesloten lucht microholtes (poriën, blaasjes en putjes in het oppervlak) die de dichtheid, treksterkte en levensduur van het onderdeel verminderen. Voor niet-kritieke consumentenproducten is deze degradatie acceptabel. Voor afdichtingen, membranen, onderdelen van medische apparatuur en pakkingen voor de lucht- en ruimtevaart geldt dit niet.
Vacuümondersteunde vulkanisatie
Een vacuümrubbervulkaniseermachine past een gecontroleerd vacuüm toe - meestal in het bereik van –0,08 tot –0,098 MPa (ongeveer –80 tot –98 kPa meter) — naar de vormholte voorafgaand aan de injectie of compressie van het mengsel, en handhaaft dat vacuüm tijdens de eerste stadia van het uitharden. Deze evacuatie verwijdert opgeloste gassen uit de rubbermatrix, elimineert luchtbellen aan het grensvlak en verlaagt het kookpunt van vocht in de compound, waardoor het eruit wordt getrokken voordat er warmte wordt toegepast. De uithardingscyclus verloopt vervolgens onder zowel vacuüm als toegepaste druk, waardoor een volledig geconsolideerd, holtevrij onderdeel ontstaat.
Belangrijkste technische voordelen van vacuümvulkanisatie
De prestatievoordelen van vacuümvulkanisatie zijn kwantificeerbaar op basis van meerdere kwaliteits- en processtatistieken:
- Eliminatie van porositeit en holtes — Vacuümevacuatie verwijdert ingesloten lucht voordat gelatie deze op zijn plaats vergrendelt. Onderdelen bereiken relatieve dichtheden die het theoretische maximum voor de verbinding benaderen, wat zich direct vertaalt in verbeterde treksterkte, rek bij breuk en weerstand tegen vermoeidheid.
- Superieure oppervlaktekwaliteit — Omdat er geen lucht op het grensvlak tussen mal en rubber zit, zijn de afgewerkte oppervlakken glad, cosmetisch schoon en vrij van putjes. Dit is met name van cruciaal belang voor siliconenlenzen van optische kwaliteit, medische slangen en consumentenproducten van rubber, waarbij de esthetiek de waargenomen kwaliteit beïnvloedt.
- Betere maatnauwkeurigheid — Void-free consolidatie produceert onderdelen die precies overeenkomen met de matrijsgeometrie. De krimp is voorspelbaarder en uniformer, waardoor de maatvariatie na het uitharden wordt verminderd - een belangrijk voordeel voor O-ringen, afdichtingen en gegoten onderdelen met nauwe toleranties.
- Verbeterde samenstellingsstroom in complexe geometrieën — Vacuümtrekken ondersteunt de beweging van verbindingen in diepe ondersnijdingen, dunne secties en ingewikkelde malkenmerken die door injectie door atmosferische druk moeilijk volledig kunnen worden gevuld.
- Lagere uitval- en herbewerkingspercentages — Door de primaire oorzaak van visuele en structurele defecten in gegoten rubber te elimineren, verlaagt vacuümvulkanisatie de afkeurpercentages van precisiecomponenten aanzienlijk, waardoor de algehele apparatuureffectiviteit (OEE) voor rubbervormbewerkingen wordt verbeterd.
- Compatibiliteit met vochtgevoelige verbindingen — Siliconenrubber, EPDM en bepaalde speciale elastomeren zijn bijzonder gevoelig voor restvocht tijdens het uitharden. Vacuümontgassen voorafgaand aan het verwarmen verwijdert dit vocht effectief, waardoor door stoom veroorzaakte porositeit in het uitgeharde deel wordt voorkomen.
Soorten vacuümrubbervulkaniseermachines
Vacuümvulkaniseerapparatuur is verkrijgbaar in verschillende configuraties, elk geschikt voor verschillende productieschalen, rubbersoorten en onderdeelgeometrieën.
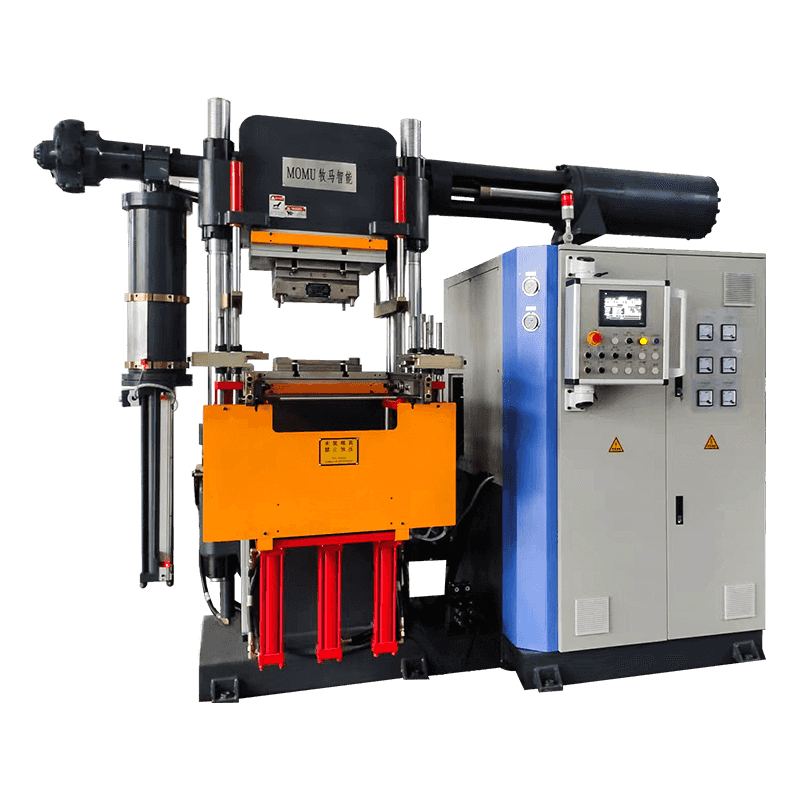
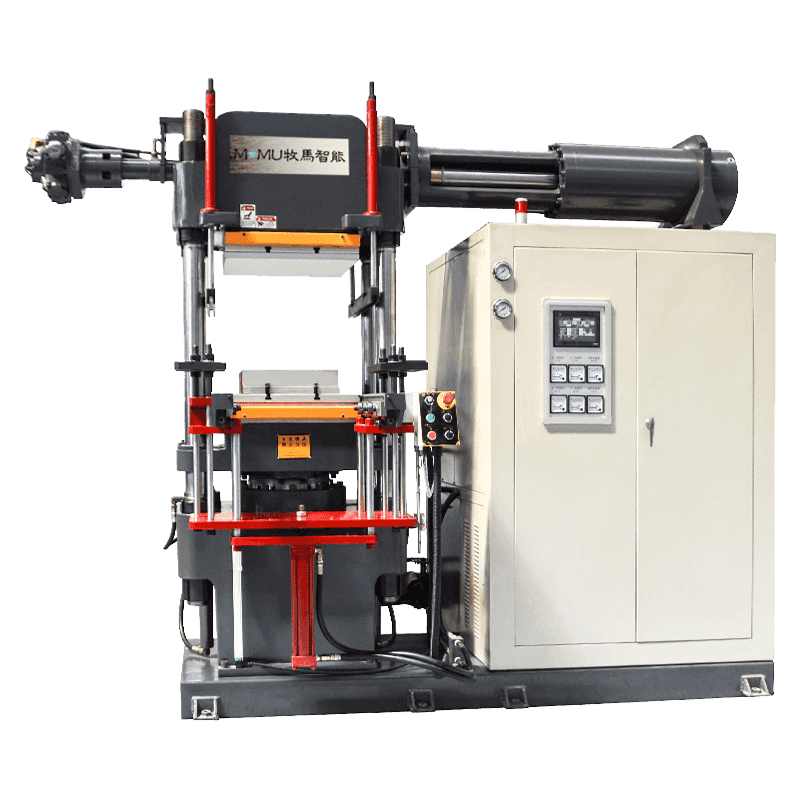
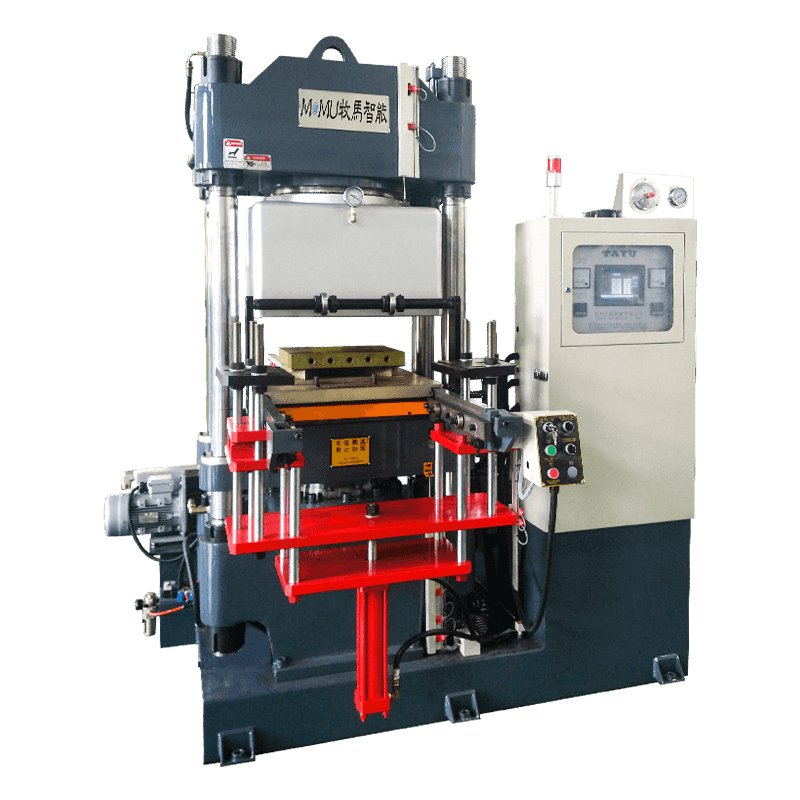
Vacuümcompressievormpers
De meest gebruikte configuratie bij het batchgieten van rubber. Een hydraulische pers met verwarmde platen comprimeert de mal; een vacuümcircuit – geïntegreerd in de mal of toegepast via een perifere vacuümkamer – evacueert de holte vóór en tijdens het sluiten. Geschikt voor platte pads, platen, pakkingen en relatief eenvoudige vormprofielen. De degeltemperaturen variëren doorgaans van 150°C tot 200°C , met hydraulische drukken van 10 tot 200 ton, afhankelijk van de onderdeelgrootte en de viscositeit van het mengsel.
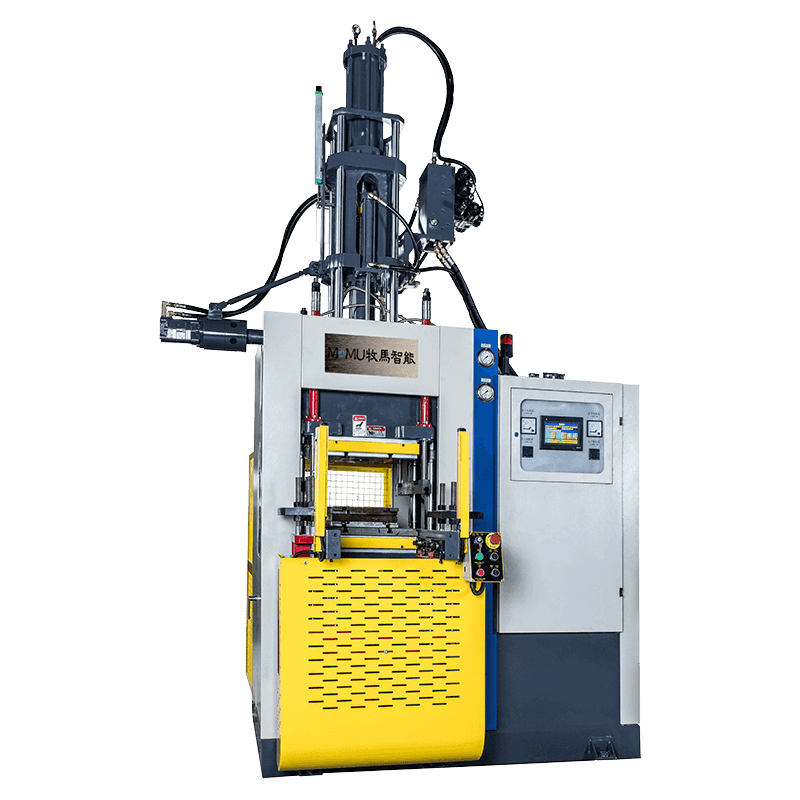
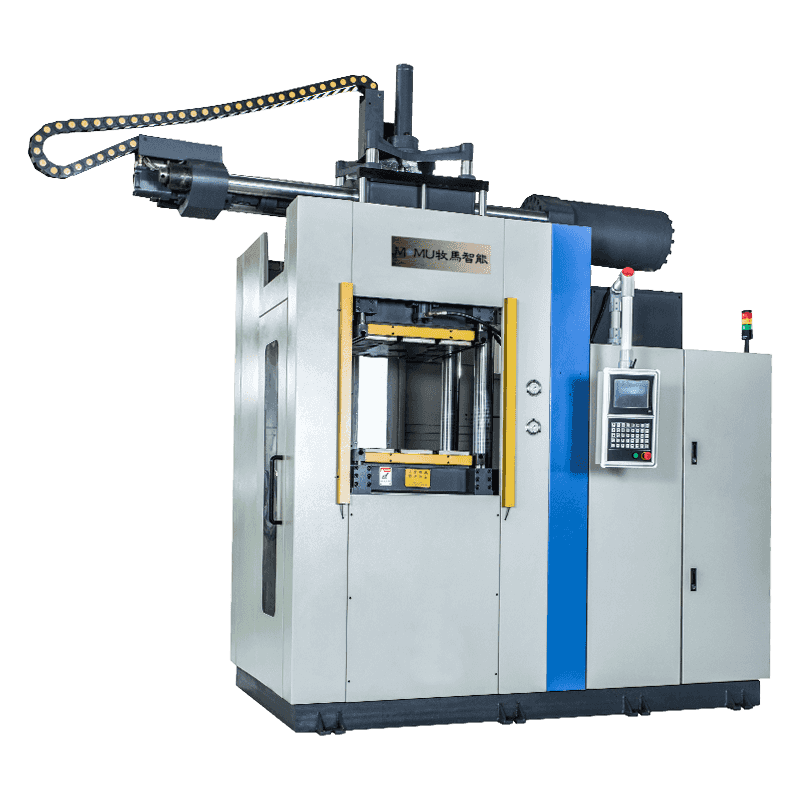
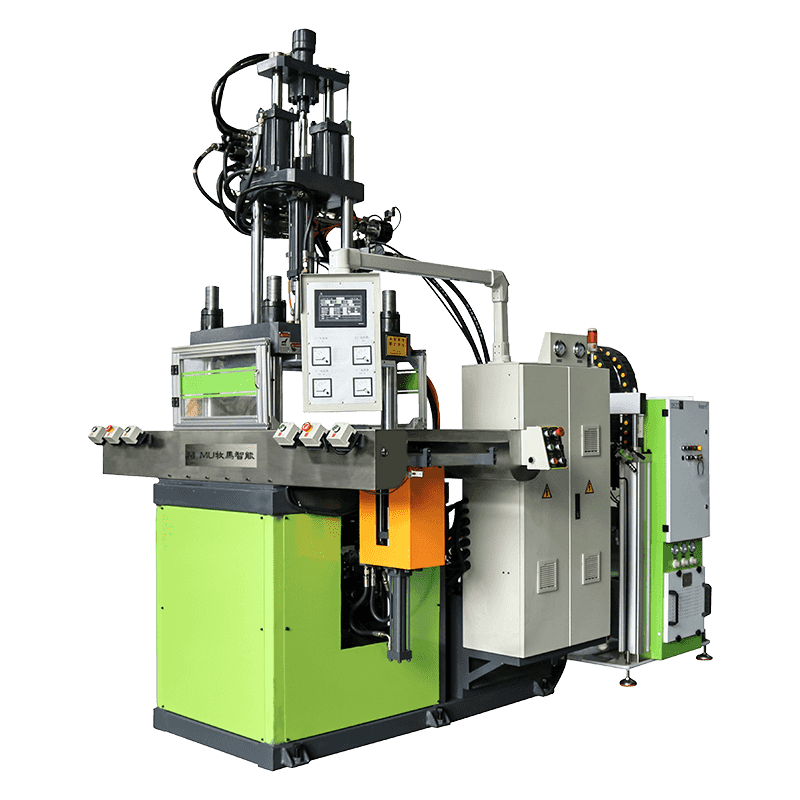
Vacuüm spuitgietmachine
Combineert vacuümevacuatie van de caviteit met injectie van voorgeplastificeerd rubbermengsel onder druk. De mal wordt afgedicht en geëvacueerd voordat het injecteren begint, waarna de verbinding in de geëvacueerde holte wordt geïnjecteerd. Deze configuratie levert de beste dimensionale consistentie voor complexe driedimensionale onderdelen die in grote volumes worden geproduceerd; afdichtingen voor auto's, doorvoertules voor connectoren en componenten voor medische apparatuur zijn typische toepassingen. De cyclustijden zijn korter dan bij compressiegieten vanwege de nauwkeurige dosering van het mengsel en het snellere vullen.
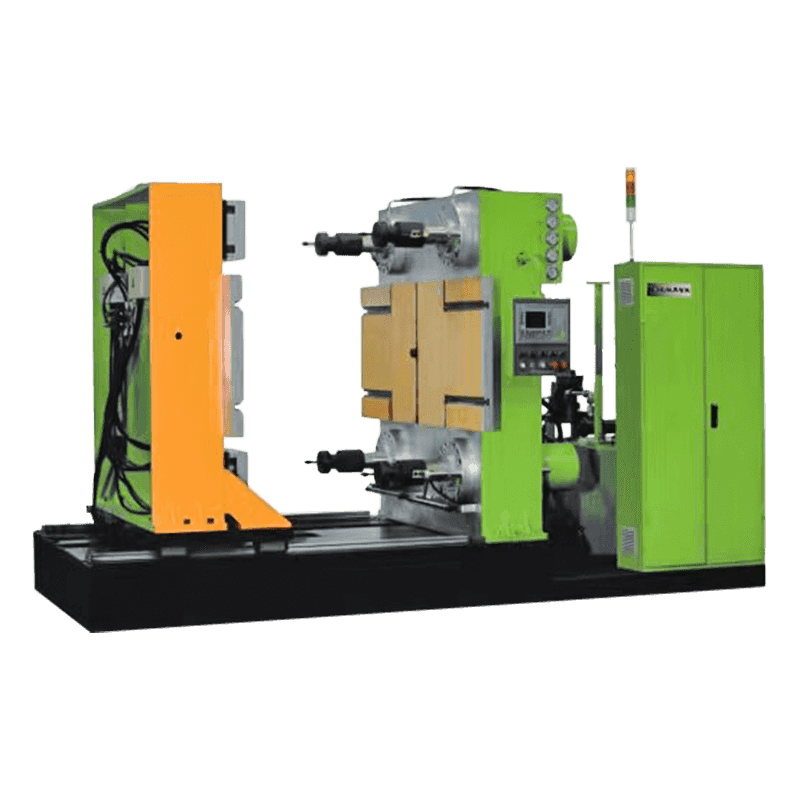
Vacuüm autoclaaf vulcanisator
Gebruikt voor grote, onregelmatig gevormde rubberen onderdelen (slangen, compensatoren, met rubber beklede buizen en composietconstructies) die niet kunnen worden geplaatst in een conventionele persvorm. Het onderdeel wordt in een vacuümzak of afgesloten kamer geplaatst, geëvacueerd en vervolgens onderworpen aan verhoogde temperatuur en druk (stoom of hete lucht) in het autoclaafvat. Gebruikelijk in rubberverbindingen in de lucht- en ruimtevaart en grote industriële toepassingen met rubberen voeringen. De cyclustijden zijn langer, maar het proces maakt gebruik van onderdeelgeometrieën die geen enkele andere methode aankan.
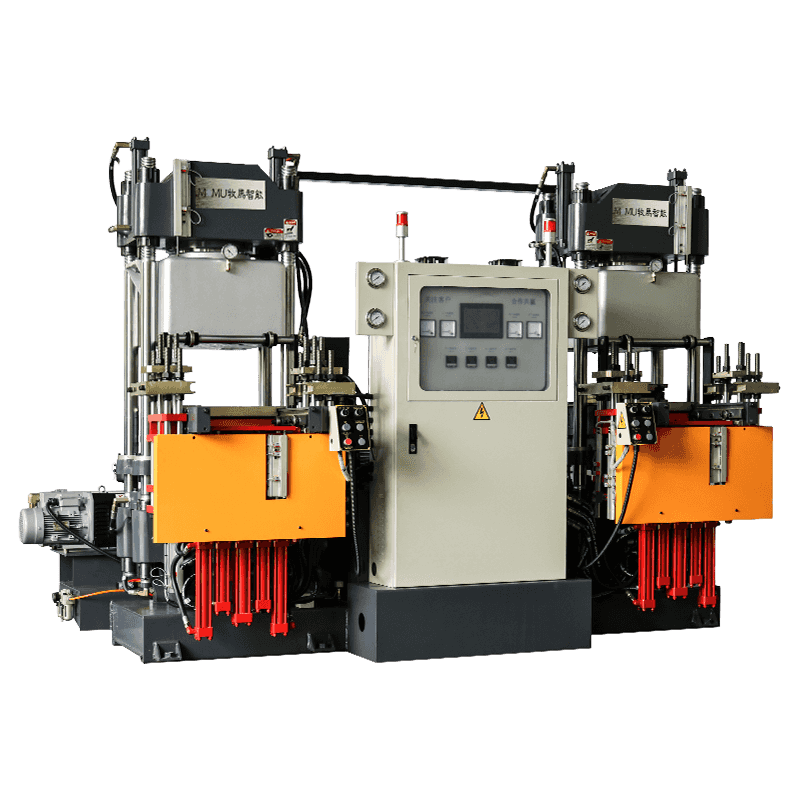
Vacuümplaatvulkaniseerpers (type transportband)
Specifiek ontworpen voor het vulkaniseren van rubberen transportbanden, vloerplaten en brede platte producten. Meerdere verwarmde platen drukken een continu aangevoerde band of vel terwijl er vacuüm wordt toegepast op de perszone. Gebruikelijk bij de productie van transportbanden en de productie van rubbervloeren, waar de breedte groter kan zijn dan 2.000 mm en een continue doorvoer vereist is.
Kernsysteemcomponenten
Een vacuümrubbervulkaniseermachine integreert verschillende subsystemen die moeten samenwerken om een consistente uithardingskwaliteit te bereiken.
| Subsysteem | Functie | Belangrijkste specificatie |
|---|---|---|
| Vacuümpompsysteem | Evacueert de vormholte tot de gewenste druk | Doel: ≤–0,095 MPa; draaischuif- of vloeistofringpomp |
| Verwarmingsplaten/kamer | Lever en handhaaf de uithardingstemperatuur gelijkmatig | ±1–2°C uniformiteit; elektrisch of stoomverwarmd |
| Hydraulisch klemsysteem | Past de sluitdruk van de mal toe en houdt deze vast | Tonnage afgestemd op het onderdeeloppervlak en de viscositeit van de verbinding |
| Vacuümafdichtingssysteem | Behoudt de vacuümintegriteit tijdens de uithardingscyclus | O-ring of labyrintafdichtingen op de scheidingslijn van de mal |
| PLC-besturingssysteem | Volgt vacuüm-, temperatuur- en drukgebeurtenissen op | Programmeerbare uithardingsprofielen; mogelijkheid tot datalogging |
| Temperatuurregelaar voor matrijzen | Snelle opwarming en nauwkeurige temperatuurregeling | PID-gestuurd; responstijd <30 seconden |
Industriële toepassingen
Vacuümvulkaniseermachines voor rubber worden overal ingezet waar conventionele vulkanisatie onaanvaardbare defectpercentages veroorzaakt of waar materiaaleigenschappen aan strenge prestatienormen moeten voldoen.
Afdichtingssystemen voor auto's
Afdichtingen van de motorruimte, deur- en raampakkingen, O-ringen van het brandstofsysteem en membranen van het remsysteem behoren tot de toepassingen met het grootste volume. Eén personenauto bevat meer dan 400 afzonderlijke rubberen afdichtingscomponenten , waarvan er vele moeten voldoen aan de lekvrije normen gedurende een levensduur van 150.000 km. Vacuümvormen garandeert de integriteit van de doorsnede zonder gaten die dit mogelijk maakt.

Medische en farmaceutische apparatuur
Componenten van siliconenrubber voor medische apparaten – slangen, stoppen, membranen, peristaltische pompelementen en implanteerbare onderdelen – vereisen absolute vrijheid van porositeit en verontreiniging. Vacuümvulkanisatie is het geaccepteerde standaardproces voor het vormen van siliconen van medische kwaliteit, en in de regelgeving voor medische hulpmiddelen van klasse II en III wordt doorgaans verwezen naar vacuümverwerking als onderdeel van het gevalideerde productieprotocol.
Lucht- en ruimtevaart en defensie
Deurafdichtingen van vliegtuigen, pakkingen voor het op druk brengen van de cabine, elastomeren van het brandstofsysteem en trillingsisolatiesteunen moeten voldoen aan de AS9100- en MIL-specificatievereisten die expliciet aandacht besteden aan porositeit en maattolerantie. Vulkanisatie in een vacuümautoclaaf is de standaardmethode voor rubbergebonden assemblages van ruimtevaartkwaliteit en elastomere componenten van groot formaat.
Elektronica en halfgeleiders
Siliconen toetsenborden, geleidende elastomeercontacten, EMI-afschermende pakkingen en siliconenlenzen van optische kwaliteit voor LED-toepassingen profiteren allemaal van vacuümgieten. Porositeit in deze componenten veroorzaakt elektrische weerstandsvariatie, optische verstrooiing en voortijdig mechanisch falen - defecten die vacuümvulkanisatie op procesniveau elimineert in plaats van te vertrouwen op stroomafwaartse inspectie en sortering.
Industriële slangen en transportsystemen
Hydraulische hogedrukslangen, transportleidingen voor chemicaliën en transportbanden die in schurende of chemisch agressieve omgevingen werken, vereisen dichte, holle rubberen constructies om de nominale barstdruk en levensduur te bereiken. Vacuümautoclaaf- of vacuümplaatpersvulkanisatie biedt de consolidatiekwaliteit die deze toepassingen vereisen.
Procesparameters en uithardingscyclusontwerp
De uithardingscyclus voor vacuümvulkanisatie omvat een nauwkeurig op elkaar volgende reeks gebeurtenissen. Afwijkingen van de geoptimaliseerde volgorde – met name de vacuümtiming ten opzichte van de temperatuurstijging – hebben rechtstreeks invloed op de kwaliteit van het onderdeel.
- Laden van de mal en initiële sluiting — Compound wordt geladen en de mal wordt gesloten tot een "gebarsten" positie (gedeeltelijk gesloten) om vacuümtrekken mogelijk te maken zonder volledige compressie.
- Vacuüm toepassing — De vacuümpomp evacueert de vormholte tot de gewenste druk (doorgaans ≤–0,09 MPa). Deze fase duurt doorgaans 30 tot 120 seconden, afhankelijk van het caviteitsvolume en de samenstellingsgasinhoud. Er moet een vacuüm worden bereikt voordat er een aanzienlijke warmteoverdracht naar de verbinding begint — voortijdige verwarming leidt tot verknoping voordat het ontgassen voltooid is.
- Volledige malsluiting onder vacuüm — Zodra het doelvacuüm is bevestigd, wordt de volledige hydraulische klemdruk uitgeoefend. Het mengsel stroomt in de geëvacueerde holte onder gecombineerde vacuümtrekking en mechanische druk.
- Isotherme genezing — De matrijstemperatuur wordt op de gespecificeerde uithardingstemperatuur gehouden (typisch 150–180°C voor NR/SBR-verbindingen; 170–200°C voor siliconen) gedurende de berekende t90-uithardingstijd – de tijd om 90% van de maximale verknopingsdichtheid te bereiken zoals bepaald door reometeranalyse.
- Drukontlasting en ontvormen — Nadat het uitharden is voltooid, wordt de klemdruk opgeheven, wordt het vacuüm ontlucht en wordt de mal geopend voor het verwijderen van onderdelen. Voor bepaalde siliconen- en fluorelastomeerverbindingen kan secundaire vulkanisatie na uitharding in een oven worden gespecificeerd om de verknoping te voltooien en bijproducten van de uitharding tegen te gaan.
Selectiecriteria voor apparatuur
Het juiste selecteren vacuüm vulkaniseermachine voor een bepaalde toepassing vereist het evalueren van verschillende onderling afhankelijke factoren. Het te simpel maken van deze beslissing leidt tot ofwel te weinig gespecificeerde apparatuur die de vereiste kwaliteit niet kan leveren, ofwel tot overontwikkelde machines waarvan de capaciteiten nooit worden benut.
- Onderdeelgrootte en geometrie — Platte of eenvoudige profielen zijn geschikt voor compressiepersconfiguraties; complexe driedimensionale onderdelen vereisen spuitgietmogelijkheden; grote of onregelmatige vormen vereisen autoclaafverwerking.
- Type rubbercompound — Siliconen, EPDM, NBR, fluorelastomeer en natuurlijk rubber hebben elk verschillende vereisten voor uithardingstemperaturen, drukken en vacuümgevoeligheid die de machinespecificaties beïnvloeden.
- Productievolume — De productie van grote volumes rechtvaardigt investeringen in injectiepersen met meerdere caviteiten en geautomatiseerd ontvormen; werk met een laag volume of prototypewerk wordt beter gediend met kleinere, flexibele compressie-eenheden.
- Vacuümdiepte en houdtijd — Toepassingen met zeer viskeuze verbindingen of formuleringen met een hoog gasgehalte vereisen een dieper vacuüm (dichter bij –0,098 MPa) en langere evacuatietijden voordat de uitharding begint.
- Specificatie van temperatuuruniformiteit — Medische en ruimtevaartonderdelen met nauwe toleranties vereisen een uniforme temperatuur van de plaat van ±1°C of beter; algemene industriële toepassingen kunnen ±3–5°C accepteren.
- Vereisten voor automatisering en datalogging — Gereguleerde industrieën (medische sector, lucht- en ruimtevaart, voedselcontact) vereisen volledige registratie van procesparameters, traceerbaarheid per batch en PLC-gestuurde uithardingsprofielen die tijdens de productie niet handmatig kunnen worden overschreven.
Een uitgebreide procesaudit – waarbij de samenstellingsformulering, het onderdeelontwerp, de kwaliteitseisen en het productievolume worden beoordeeld – die wordt uitgevoerd vóór de aanschaf van apparatuur, voorkomt kostbare specificatiefouten en zorgt ervoor dat de geselecteerde machine vanaf de inbedrijfstelling de vereiste output levert.