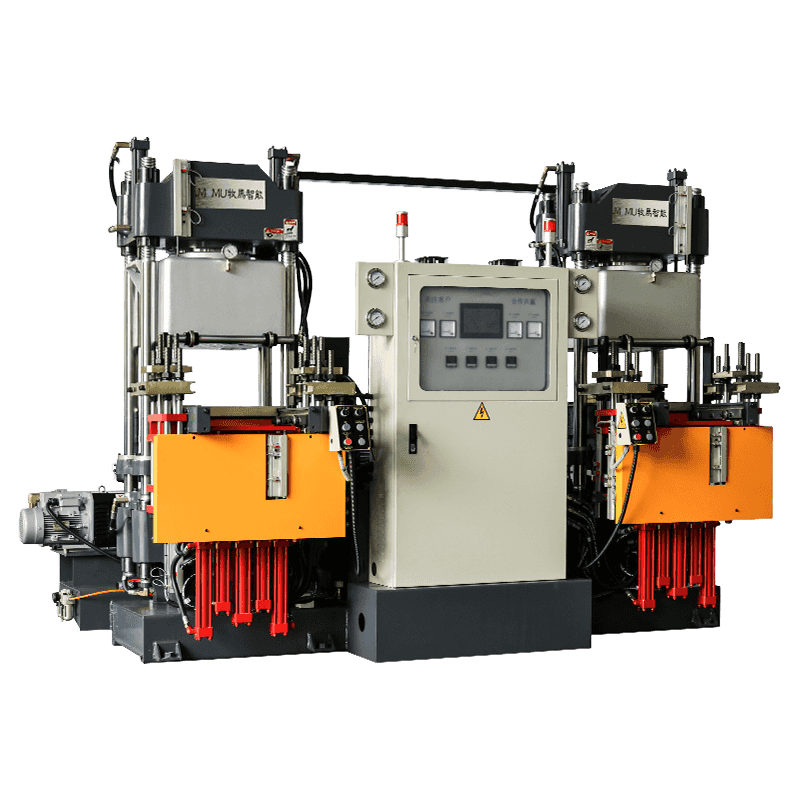
Wat is een vacuümrubber-vulkaniseermachine?
EEN vacuüm rubber vulkaniseermachine is een gespecialiseerde industriële pers die ruwe of niet-uitgeharde rubberverbindingen uithardt onder een combinatie van gecontroleerde hitte-, druk- en vacuümomstandigheden. De term "vulkaniseren" verwijst naar het chemische verknopingsproces dat zacht, buigzaam rubber omzet in een duurzaam, elastisch en maatvast materiaal. In standaard vulkaniseerpersen drijven alleen warmte en druk de uithardingsreactie aan. Bij vacuümvulkaniseermachines verwijdert de toevoeging van een afgesloten vacuümomgeving ingesloten lucht, vocht en vluchtige gassen uit de rubbermassa vóór en tijdens het uitharden - wat resulteert in een aanzienlijk dichter, uniformer en defectvrij eindproduct.
De vacuümfunctie is niet zomaar een extra functie; het verandert fundamenteel de kwaliteitsresultaten die haalbaar zijn bij de rubberproductie. Luchtzakken en vochtinsluitingen behoren tot de meest voorkomende bronnen van porositeit, blaarvorming en structurele zwakte in gevulkaniseerde rubberen onderdelen. Door de vormholte te evacueren tot een vacuümniveau dat doorgaans tussen -0,08 MPa en -0,1 MPa ligt voordat de volledige vormdruk wordt uitgeoefend, elimineert de machine deze defecten bij de bron. Het resultaat zijn rubberproducten met een superieure oppervlakteafwerking, consistente interne dichtheid en verbeterde mechanische prestaties – kenmerken die van cruciaal belang zijn in precisie-industrieën, waaronder auto-afdichtingen, medische apparatuur, lucht- en ruimtevaartcomponenten en hoogwaardige schoenzolen.
Het vulkanisatieproces: wat er in de machine gebeurt
Als u de volgorde van de handelingen in een vacuümrubbervulkaniseermachine begrijpt, wordt duidelijk waarom vacuümintegratie de uitvoerkwaliteit zo aanzienlijk verbetert. Het proces verloopt in verschillende fasen die de machine automatisch bestuurt via een programmeerbare logische controller (PLC) of een touchscreeninterface.
De cyclus begint met het voorbereiden en laden van de matrijs. De operator plaatst het niet-uitgeharde rubbermengsel – in de vorm van vooraf gewogen plano’s, platen of preforms – in de verwarmde vormholte. De matrijs sluit gedeeltelijk en de vacuümpomp wordt geactiveerd, waardoor lucht en restvocht via geïntegreerde vacuümkanalen uit de matrijsholte worden gezogen. Zodra het beoogde vacuümniveau is bereikt en gedurende een bepaalde verblijftijd wordt vastgehouden, doorgaans 15 tot 60 seconden, sluit de pers volledig om vormdruk uit te oefenen. De combinatie van warmte die door de verwarmde platen wordt geleid, de uitgeoefende druk en de afwezigheid van opgesloten gassen drijft vervolgens de verknopingsreactie gelijkmatig door de rubbermassa. Nadat de geprogrammeerde uithardingstijd is verstreken – die varieert van één tot dertig minuten, afhankelijk van het type rubbercompound en de dikte van het onderdeel – gaat de pers open, wordt het vacuüm opgeheven en wordt het uitgeharde onderdeel uit de vorm gehaald.
De nauwkeurigheid van de temperatuurregeling is net zo belangrijk. Moderne vacuümvulkaniseermachines houden de temperatuur van de plaat binnen ±1°C tot ±2°C over het gehele matrijsoppervlak met behulp van elektrische weerstandsverwarmingselementen of met stoom verwarmde platen, gecombineerd met ingebouwde temperatuursensoren en PID-controllers met gesloten lus. Deze uniformiteit zorgt voor een consistente uitharding door het hele product, waardoor het risico van onderuitgeharde centra of overuitgeharde oppervlakken wordt geëlimineerd, wat kan optreden als er temperatuurgradiënten over de mal bestaan.

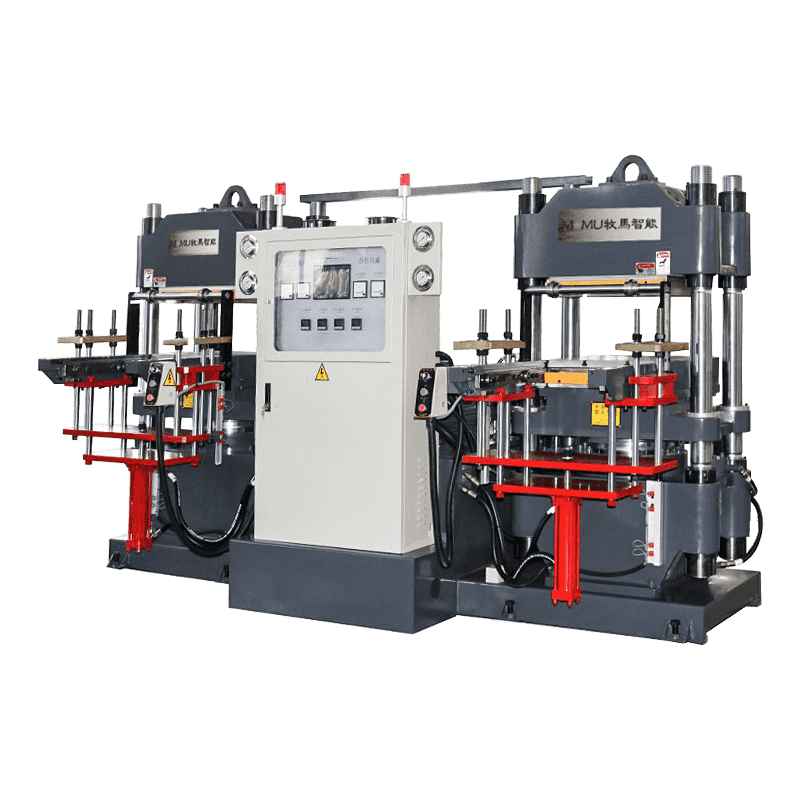
Kerncomponenten en hun functies
De prestaties van een vacuümrubbervulkaniseermachine zijn afhankelijk van de kwaliteit en integratie van de belangrijkste structurele en functionele componenten. Elk element speelt een gedefinieerde rol bij het bereiken van een consistente, defectvrije vulkanisatie.
Verwarmde platen
De platen zijn de platte, stijve platen waartussen de mal wordt samengedrukt. In vacuümvulkaniseermachines worden platen vervaardigd uit hoogwaardig staal met ingebouwde verwarmingselementen of interne kanalen voor stoomcirculatie. Vlakheidstolerantie is van cruciaal belang: een plaat met ongelijkmatig oppervlaktecontact zal een niet-uniforme drukverdeling over de mal veroorzaken, wat leidt tot diktevariatie en onvolledige uitharding in lagedrukzones. Premium-machines specificeren een vlakheid van de plaat binnen 0,05 mm over het werkoppervlak en maken gebruik van meerpuntstemperatuurdetectie om eventuele thermische niet-uniformiteit te detecteren en te compenseren.
Vacuümsysteem
Het vacuümsysteem bestaat uit een vacuümpomp - meestal van het type met roterende schoep of droge schroef - die is aangesloten op de vormholte via een afgesloten circuit inclusief vacuümleidingen, een vacuümbuffertank, magneetkleppen en vacuümmeters. De buffertank slaat het vooraf geëvacueerde volume op, zodat de vormholte snel op het beoogde vacuümniveau kan worden gebracht zonder de pomp te overbelasten. De vacuümafdichting van de matrijsinterface wordt bereikt door perifere pakkingen of O-ringkanalen die machinaal in de matrijsscheidingslijn zijn aangebracht. De integriteit van dit afdichtingssysteem is van fundamenteel belang; elk lek vermindert het haalbare vacuümniveau en brengt de doeltreffendheid van de luchtverwijdering in gevaar.
Hydraulisch of mechanisch klemsysteem
De klemkracht die de mal tijdens het vulkaniseren gesloten houdt, wordt gegenereerd door een hydraulisch cilindersysteem of, bij kleinere machines, door mechanische tuimelmechanismen. Hydraulische systemen bieden een nauwkeurigere en programmeerbare drukregeling en zijn standaard in vacuümvulkaniseermachines van productiekwaliteit. Klemkrachten variëren van slechts 50 kN in laboratoriummachines of machines voor kleine onderdelen tot meer dan 10.000 kN in grote industriële persen voor automobiel- of industriële rubberproducten. Nauwkeurige drukcontrole is essentieel omdat zowel onderdruk als overdruk defecte onderdelen veroorzaken: flits, maatsonnauwkeurigheid of door spanning veroorzaakte scheuren.
PLC-besturingssysteem
Moderne vacuümvulkaniseermachines zijn uitgerust met programmeerbare logische controllers en mens-machine-interfaces (HMI's) met touchscreen waarmee operators uithardingsprogramma's voor verschillende rubberverbindingen en matrijsconfiguraties kunnen opslaan, oproepen en monitoren. Een typisch programma slaat de doeltemperatuur, uithardingstijd, vacuümniveau, vacuümverblijftijd en klemdruk op als één enkel recept. De PLC bewaakt de sensorfeedback in realtime en genereert alarmen voor afwijkingen, waardoor de traceerbaarheid van het proces en een consistente kwaliteit van batch tot batch worden gegarandeerd.
Soorten vacuümrubbervulkaniseermachines
Vacuümvulkaniseermachines voor rubber zijn verkrijgbaar in verschillende configuraties, elk geschikt voor verschillende productievolumes, productgeometrieën en rubbersoorten. Het selecteren van het juiste machinetype is net zo belangrijk als het specificeren van de juiste procesparameters.
| Machinetype | Configuratie | Meest geschikt voor |
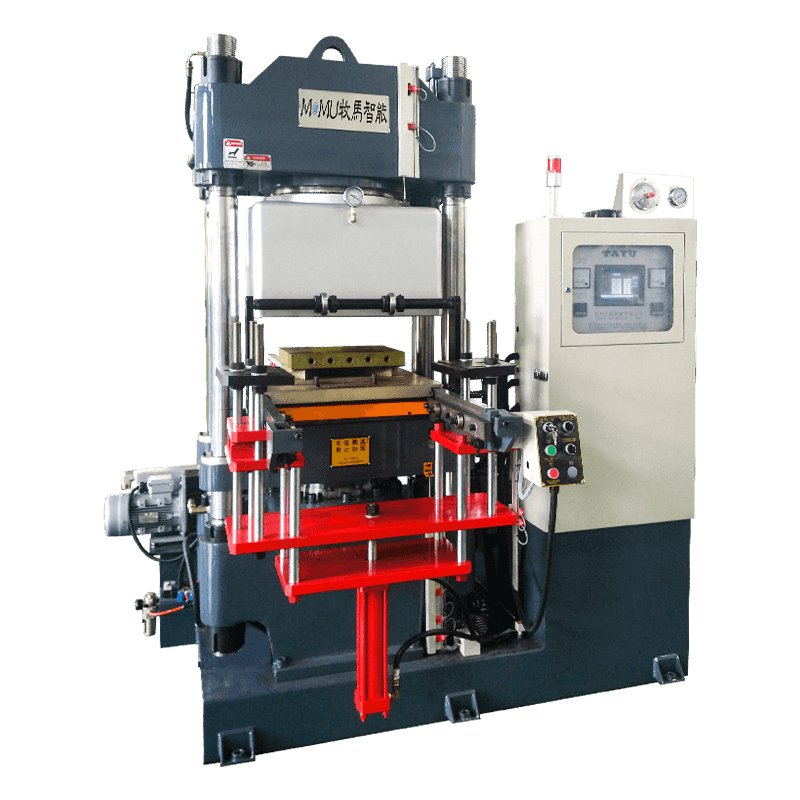
| Platte pers voor één daglicht | Eén matrijsopening tussen twee platen | Kleine tot middelgrote platte rubberen onderdelen, afdichtingen, pakkingen |
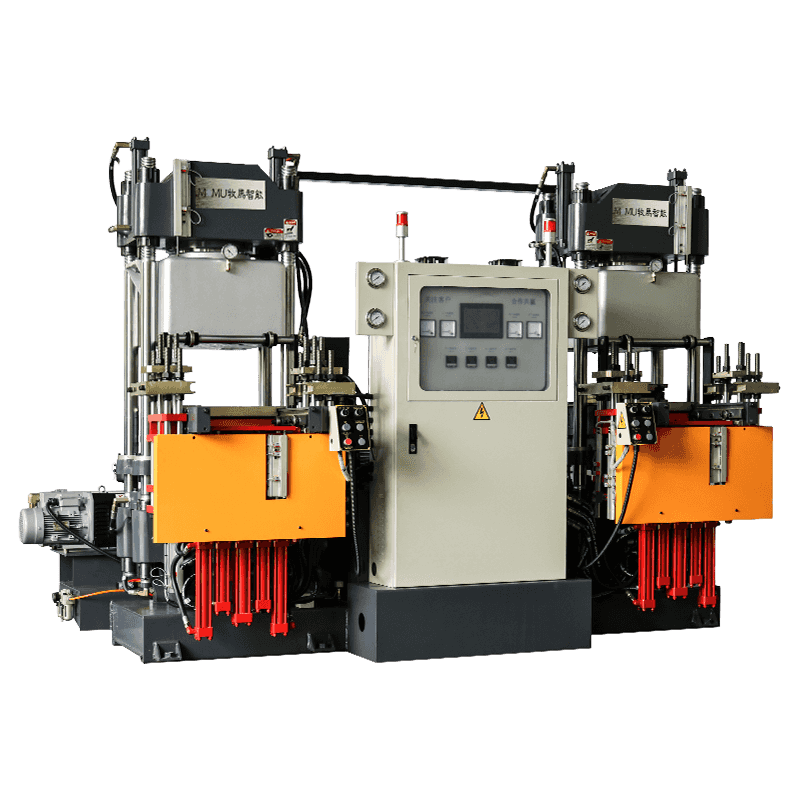
| Multi-daglichtpers | Meerdere gestapelde matrijsopeningen op één enkele pers | Grootvolumeproductie van platte of dunne rubberplaten |
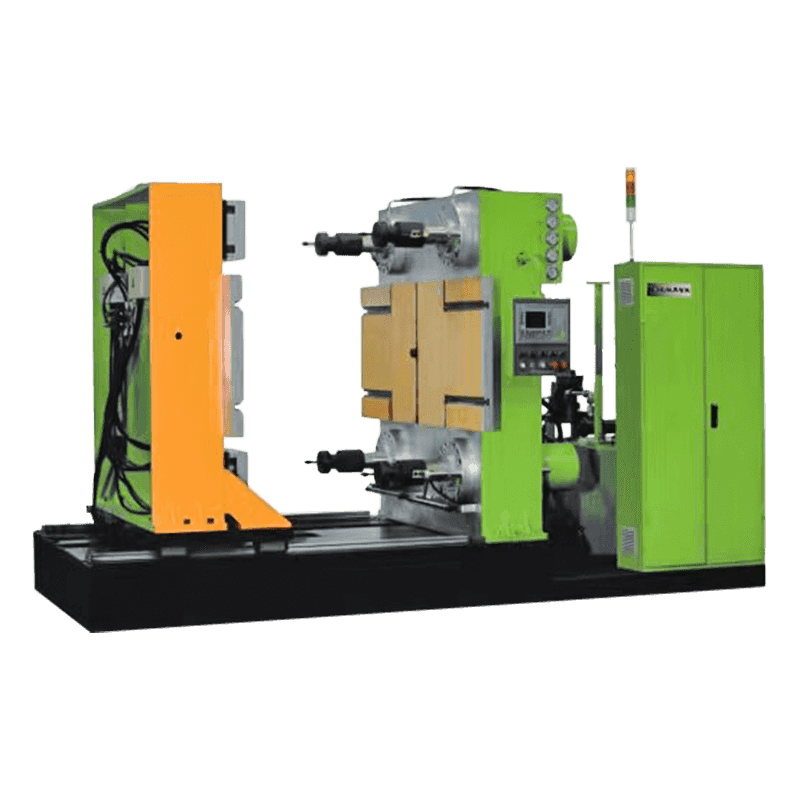
| Roterende of carrouselpers | Roterend meerstationsplatform met vaste warmtebron | Schoenenzolen, continue productieomgevingen |
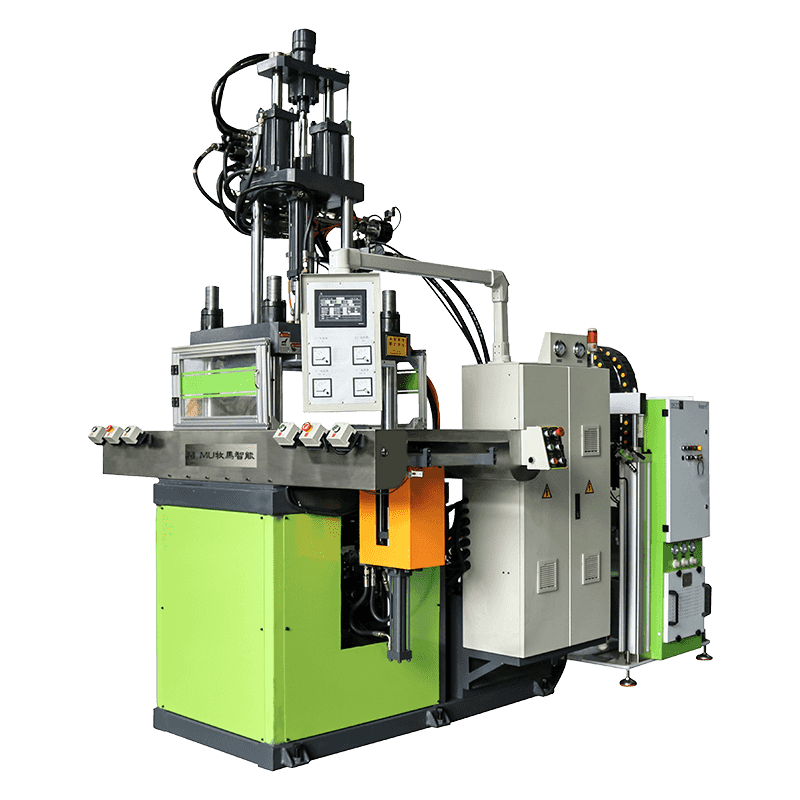
| Verticale injectiepers | Rubber dat onder druk in een afgesloten mal wordt geïnjecteerd | Complexe 3D-onderdelen, overgegoten componenten, technisch rubber |
| Membraanvacuümpers | Flexibel siliconenmembraan creëert vacuüm en druk | Rubbergebonden composieten, gebogen of onregelmatige substraten |
| Laboratorium-/bankpers | Compacte daglichtunit met vacuümmogelijkheid | R&D, testen van verbindingen, kleine prototyperuns |
EENdvantages of Vacuum Vulcanizing Over Standard Pressing
De investering in vacuümcapaciteit ten opzichte van een conventionele rubberpers wordt gerechtvaardigd door meetbare verbeteringen op verschillende kwaliteits- en productiemaatstaven. Deze voordelen worden vooral belangrijk bij het produceren van precisieonderdelen met nauwe maattoleranties, complexe geometrieën of prestatiekritische mechanische eigenschappen.
- Eliminatie van porositeit en holtes: Het verwijderen van lucht vóór het uitharden voorkomt de vorming van interne bellen en putjes in het oppervlak die de treksterkte, rek en afdichtingsprestaties van rubberen onderdelen verminderen. Dit is vooral belangrijk voor O-ringen, membranen en rubberproducten van medische kwaliteit waarbij over de interne integriteit niet kan worden onderhandeld.
- Verbeterde oppervlakteafwerking: Vacuümomstandigheden zorgen ervoor dat de rubbersamenstelling vollediger in de fijne details van de mal kan vloeien, waardoor scherpere randen, schonere tekst- of logo-reliëf en een gladder totaaloppervlak zonder ingesloten luchtvlekken worden geproduceerd.
- Meer consistente mechanische eigenschappen: Een uniforme dichtheid over het uitgeharde onderdeel betekent consistente hardheid, treksterkte en compressie-setwaarden over de hele batch – van cruciaal belang voor onderdelen die worden gebruikt bij afdichting, trillingsisolatie of dragende toepassingen.
- Lagere uitval- en herbewerkingspercentages: Defecten die bij inspectie aan het licht komen, vereisen herbewerking of sloop van het gehele onderdeel. Vacuümvulkaniseren vermindert aanzienlijk de incidentie van blaasjes, porositeit en kortetermijndefecten, waardoor de hoeveelheid afval en de daarmee samenhangende materiaal- en arbeidskosten worden verlaagd.
- Compatibiliteit met vochtgevoelige verbindingen: Sommige speciale rubberformuleringen, met name siliconenrubbers en bepaalde EPDM-verbindingen, zijn bijzonder gevoelig voor blaarvorming op het oppervlak veroorzaakt door restvocht. Vacuümverwerking elimineert deze foutmodus op betrouwbare wijze zonder dat extra droogstappen nodig zijn.
- Betere hechting bij rubber-op-metaal- en rubber-op-stofconstructies: Wanneer rubber rechtstreeks op metalen inzetstukken of stoffen substraten wordt gevulkaniseerd, voorkomt ingesloten lucht op het grensvlak volledige hechting. Vacuümevacuatie vóór het persen zorgt voor een intiem contact tussen het rubber en het substraat, waardoor sterkere en betrouwbaardere verbindingen ontstaan.
Industrieën en producten die afhankelijk zijn van vacuümvulcanisatie
Vacuümvulkaniseermachines voor rubber bedienen een breed scala aan industrieën waar de kwaliteit van rubberproducten rechtstreeks van invloed is op de veiligheid, betrouwbaarheid of naleving van de regelgeving. De volgende sectoren vertegenwoordigen de belangrijkste toepassingsgebieden.
EENutomotive Sealing and Gaskets
EENutomotive rubber components including door seals, window channel seals, engine gaskets, and brake system diaphragms are produced with vacuum vulcanizing to ensure dimensional consistency and the absence of internal voids that could lead to leakage or premature failure. The automotive industry's zero-defect quality philosophy makes vacuum processing effectively mandatory for safety-critical sealing components supplied to major OEMs.
Medische en farmaceutische toepassingen
Siliconen- en rubbercomponenten van medische kwaliteit – inclusief spuitplunjers, klepmembranen, ademhalingsmaskers en slangen – moeten voldoen aan strenge normen op het gebied van zuiverheid en structurele integriteit. Vacuümvulkaniseren elimineert besmettingsrisico's die gepaard gaan met ingesloten lucht, terwijl de gladheid van het oppervlak en de maatnauwkeurigheid worden gewaarborgd die vereist zijn voor biocompatibele producten. Veel normen voor medische hulpmiddelen vereisen impliciet vacuümverwerking als onderdeel van goede productiepraktijken voor gegoten rubberen onderdelen.
Productie van schoenenzolen
In de schoenenindustrie worden vacuümvulkaniseerpersen gebruikt om rubberen buitenzolen te produceren met een scherpe profieldefinitie, een consistente dichtheid en een sterke hechting aan de bovenmaterialen. De vacuümfunctie is vooral waardevol bij het vormen van buitenzolen met een dik profiel, waarbij luchtinsluiting in diepe holtes van het loopvlak een aanhoudende uitdaging vormt bij conventioneel persen. Vacuümvulkaniseerpersen van het carrouseltype worden voor deze toepassing veel gebruikt in grote schoenenfabrieken in heel Azië.
EENerospace and Defense Seals
Rubberen afdichtingen en O-ringen die worden gebruikt in hydraulische systemen in de lucht- en ruimtevaart, brandstofsystemen en milieucontroles moeten voldoen aan extreem nauwe toleranties op het gebied van hardheid, compressieset en interne uniformiteit. Vacuümvulkaniseren is een standaardpraktijk voor deze componenten, omdat de gevolgen van defecte afdichtingen ernstig zijn. Rubberspecificaties van ruimtevaartkwaliteit vereisen vaak expliciet vacuümgieten als onderdeel van het goedgekeurde productieproces.
Belangrijke factoren om te evalueren bij het selecteren van een machine
Het kiezen van de juiste vacuümrubbervulkaniseermachine voor een specifieke productietoepassing vereist een systematische beoordeling van procesvereisten, productievolumes en operationele overwegingen op de lange termijn. Prioriteit geven aan de laagste aankoopprijs zonder de totale eigendomskosten te evalueren, leidt vaak tot terugkerende kwaliteitsproblemen en hogere levenscycluskosten.
- Afmeting glasplaat en daglichtopening: De afmetingen van de werkplaat moeten geschikt zijn voor de grootste mal die u wilt gebruiken, met voldoende marge. De daglichtopening – de maximale opening tussen open platen – moet voldoende zijn voor de matrijshoogte plus de ruimte voor het verwijderen van onderdelen.
- Maximale klemkracht: Bereken de benodigde klemkracht door het geprojecteerde oppervlak van uw vormholte te vermenigvuldigen met de vereiste vormdruk (doorgaans 5 tot 20 MPa, afhankelijk van de rubbersamenstelling en de geometrie van het onderdeel). Het nominale tonnage van de machine moet dit cijfer ruimschoots overschrijden.
- EENchievable vacuum level and pump capacity: Bevestig dat de machine -0,095 MPa of beter kan bereiken en dat de capaciteit van de vacuümpomp is afgestemd op het volume van de vormholte, zodat het beoogde vacuümniveau binnen een acceptabele verblijftijd wordt bereikt.
- Temperatuurbereik en uniformiteitsspecificatie: Controleer of de maximale bedrijfstemperatuur de uithardingstemperatuur van uw rubbercompound dekt en vraag om gedocumenteerde gegevens over de uniformiteit van de degeltemperatuur – idealiter ±2°C of beter over het volledige degeloppervlak.
- Besturingssysteem en datalogging: Geef voor kwaliteitskritische productie prioriteit aan machines met volledige procesdatalogging, receptbeheer en registratie van alarmgeschiedenis. Deze mogelijkheden ondersteunen ISO- en branchespecifieke kwaliteitssysteemvereisten en vereenvoudigen de analyse van de hoofdoorzaak wanneer zich defecten voordoen.
- EENfter-sales support and spare parts availability: Vacuümsystemen, hydraulische componenten en verwarmingselementen vereisen allemaal periodiek onderhoud en uiteindelijk vervanging. Zorg ervoor dat de fabrikant of zijn plaatselijke agent kritische reserveonderdelen snel kan leveren, en bekijk de garantievoorwaarden en de beschikbaarheid van servicemonteurs ter plaatse voordat u zich tot een leverancier wendt.
Onderhoudspraktijken die de machineprestaties beschermen
EEN vacuum rubber vulcanizing machine that is well-maintained delivers consistent quality and extended service life. Neglecting routine maintenance on vacuum and hydraulic systems in particular leads to gradual performance degradation that is often misdiagnosed as a process or material problem rather than a machine issue.
- Controleer en vervang de olie van de vacuümpomp volgens de door de fabrikant gespecificeerde intervallen (meestal elke 500 tot 1.000 bedrijfsuren), aangezien olieverontreiniging de pompefficiëntie en het haalbare vacuümniveau aanzienlijk vermindert.
- Inspecteer de afdichtingspakkingen en O-ringen van de matrijs vóór elke productierun en vervang ze onmiddellijk wanneer slijtage, compressiezetting of schade wordt gedetecteerd, aangezien zelfs een kleine lekkage van de afdichting verhindert dat het beoogde vacuümniveau wordt bereikt.
- Controleer periodiek de uniformiteit van de temperatuur van de plaat met behulp van een gekalibreerde meerpuntsthermokoppelmeting, en kalibreer de PID-temperatuurregelaars opnieuw als de afwijkingen de specificaties overschrijden.
- Bewaak de toestand van de hydraulische olie en de filterstatus, vervang filters en vloeistof volgens het onderhoudsschema om klepslijtage en cilinderlekkage te voorkomen die inconsistentie van de klemkracht kunnen veroorzaken.
- Houd de plaatoppervlakken schoon en vrij van ophoping van rubber, omdat opgehoopt residu ongelijkmatig contact met mallen veroorzaakt en plaatselijke druk- en temperatuurvariaties veroorzaakt die de kwaliteit van het onderdeel aantasten.