Wat LSR-spuitgieten fundamenteel anders maakt
Spuitgieten met vloeibaar siliconenrubber (LSR) is een precisieproductieproces dat in bijna elke kritische parameter verschilt van conventioneel thermoplastisch spuitgieten. Waar thermoplastisch gieten een verwarmd materiaal in een gekoelde mal injecteert om te stollen, doet LSR-gieten het tegenovergestelde: een koude, tweecomponenten vloeibare siliconenverbinding wordt in een verwarmde mal geïnjecteerd, waar het een additie-uithardende vernettingsreactie ondergaat en permanent vulcaniseert tot een flexibel, duurzaam elastomeer onderdeel. Deze thermische inversie – koude injectie in een hete matrijs – definieert de gehele machinearchitectuur, matrijsontwerpfilosofie en procescontrolestrategie die nodig zijn voor succesvolle LSR-productie. Het begrijpen van deze fundamentele omkering is het startpunt voor iedereen die een LSR-spuitgietmachine specificeert, bedient of ontwerpt.
LSR-verbindingen worden geleverd als tweedelige systemen: deel A bevat het basispolymeer met een platinakatalysator en deel B bevat het pakket met crosslinkers en remmers. Deze twee componenten worden afzonderlijk opgeslagen om voortijdige uitharding te voorkomen, in een verhouding van 1:1 gedoseerd door het doseersysteem van de machine, onmiddellijk vóór injectie in een statische menger gemengd en in een thermisch geconditioneerde, zeer gecontroleerde stroom naar de mal afgeleverd. Het gehele materiaalverwerkings- en injectiesysteem moet op temperaturen tussen 5°C en 25°C worden gehouden om voortijdige gelering te voorkomen, terwijl de mal tegelijkertijd bij 150°C tot 220°C werkt om een snelle volledige uitharding te bewerkstelligen. Het beheren van dit thermische contrast in de hele machine en matrijs is de centrale technische uitdaging van LSR-spuitgieten.
Kerncomponenten van een LSR-spuitgietmachine
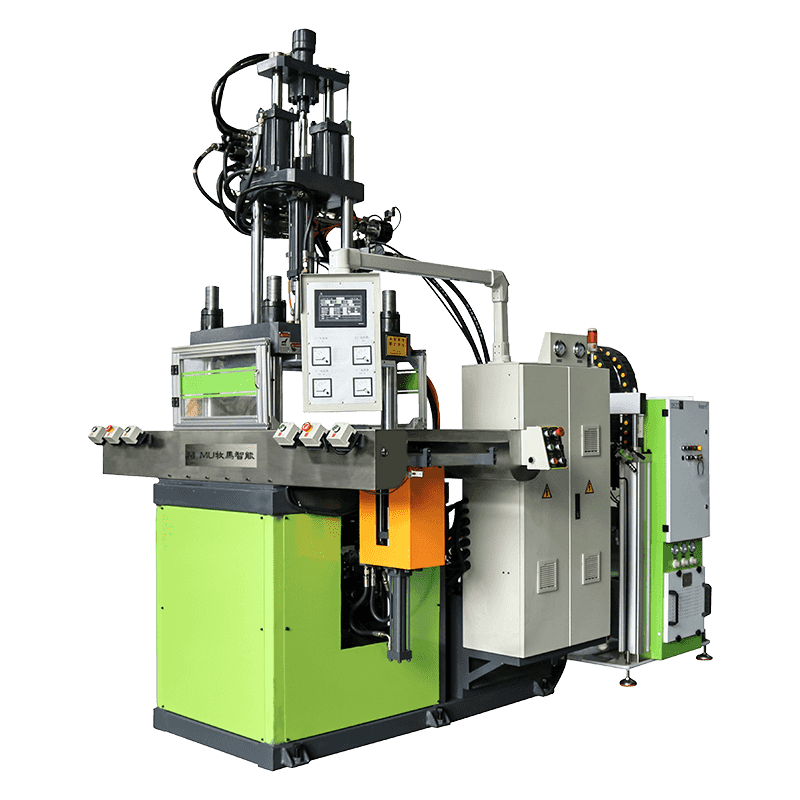
Een LSR-spuitgietmachine is een geïntegreerd systeem dat bestaat uit verschillende subsystemen die nauwkeurig moeten samenwerken om een consistente onderdeelkwaliteit te leveren. In tegenstelling tot een standaard thermoplastische injectiemachine waarbij het vat en de schroef plasticisering en injectie uitvoeren, is de injectie-eenheid van de LSR-machine speciaal gebouwd voor het verwerken van een thermisch gevoelige tweecomponentenvloeistof met lage viscositeit. Elk subsysteem speelt een specifieke en niet-vervangbare rol in het proces.
Tweecomponenten meet- en doseersysteem
Het doseersysteem zuigt deel A en deel B uit voorraadtrommels of emmers met behulp van volgplaten die een constante druk op het materiaaloppervlak handhaven en luchtinsluiting voorkomen. Precisietandwielpompen of zuigerdoseerpompen leveren beide componenten gelijktijdig in een nauwkeurig gecontroleerde volumetrische verhouding van 1:1, waarbij de verhoudingsnauwkeurigheid doorgaans binnen ±1% wordt gehouden om een consistente verknopingsdichtheid en uiteindelijke hardheid te garanderen. Veel systemen bevatten ook een pigmentdoseerlijn: een derde doseerstroom die kleurmasterbatch of functionele additieven in programmeerbare verhoudingen in de mengkop introduceert, waardoor meerkleuren- of additiefgedoseerde productie mogelijk is zonder handmatige bereiding van het mengsel. Druksensoren en flowmeters in het hele doseercircuit zorgen voor realtime feedback die alarmen activeert en de machine stopt als de verhoudingsafwijking of debietafwijkingen worden gedetecteerd.

Statisch meng- en Cold Runner-systeem
Na het doseren gaan de twee componenten door een statische wegwerpmixer: een buis met een reeks spiraalvormige mengelementen die de materiaalstromen geleidelijk verdelen en opnieuw combineren totdat een volledige homogene menging is bereikt, doorgaans binnen 20 tot 40 mengelementen, afhankelijk van de viscositeit van de verbinding en de gewenste mengkwaliteit. Het gemengde mengsel komt vervolgens in het koude runner-systeem in de matrijs terecht, een thermisch geïsoleerd verdeelstuk dat op dezelfde koele temperatuur wordt gehouden als het injectievat (doorgaans onder de 20 °C) met behulp van waterkoelingscircuits die onafhankelijk van de temperatuurregeling van de hete matrijs werken. De cold runner houdt de niet-uitgeharde LSR vast tussen de opnames door, waardoor materiaalverspilling wordt voorkomen en automatisch de-gating mogelijk wordt gemaakt, aangezien de cold runner-aanspuiting en runners vloeibaar blijven en worden teruggetrokken bij het openen van de mal, waardoor er geen uitgehard runner-schroot overblijft om bij te snijden of te recyclen.
Injectievat en heen en weer bewegende schroef
Het injectievat ontvangt de gemengde LSR-compound van het koude runner-verdeelstuk en gebruikt een heen en weer gaande schroef met lage compressie om een hoeveelheid materiaal op te hopen en dit in de vormholten te injecteren. In tegenstelling tot thermoplastische schroeven, die zijn ontworpen om warmte te genereren door middel van afschuiving, hebben LSR-injectieschroeven zeer lage compressieverhoudingen (doorgaans 1:1 tot 1,2:1) en zijn ze ontworpen om materiaal te transporteren met minimale afschuifverwarming om vroegtijdige uitharding in de loop te voorkomen. Het gehele vatsamenstel is voorzien van een waterkoeling om de materiaaltemperatuur onder de activeringsdrempel van de platinakatalysator te houden. De nauwkeurigheid van de shotgrootte is van cruciaal belang bij het LSR-gieten, omdat het materiaal een zeer lage viscositeit heeft en zelfs over kleine openingen zal flitsen als het shotvolume het holtevolume overschrijdt - de typische injectiedruk voor LSR varieert van 100 tot 250 bar, aanzienlijk lager dan die van thermoplastische injectiedrukken.
Matrijsontwerpprincipes specifiek voor LSR-verwerking
Het LSR-matrijsontwerp volgt principes die in veel opzichten het omgekeerde zijn van het thermoplastische matrijsontwerp. Omdat LSR bij het uitharden enigszins krimpt (doorgaans 2-4% lineaire krimp, afhankelijk van de compound en de uithardingsomstandigheden) en een extreem lage viscositeit heeft in niet-uitgeharde toestand, moet de mal worden ontworpen met nauwere scheidingslijntoleranties, agressievere ontluchtingsstrategieën en een thermische architectuur die een snelle en uniforme uitharding door de hele caviteit bevordert. Bij de matrijsconstructie wordt doorgaans gebruik gemaakt van gehard gereedschapsstaal van P20- of H13-kwaliteit, met holteoppervlakken gepolijst tot Ra 0,05 µm of beter om de vereiste oppervlakteafwerking te bereiken op medische, optische of LSR-onderdelen van consumentenkwaliteit.
Toleranties voor scheidingslijnen en flitspreventie
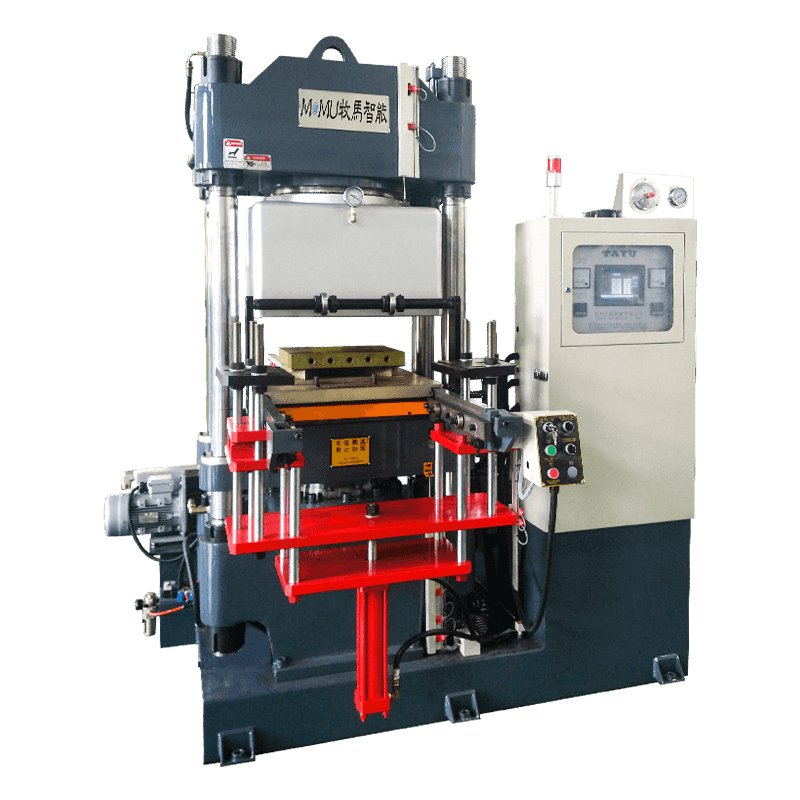
De lage viscositeit van LSR (typisch 50.000 tot 300.000 mPa·s bij injectietemperatuur) betekent dat het gaten van slechts 0,004 mm bij injectiedruk zal doordringen, waardoor flits ontstaat die extreem dun is, moeilijk te trimmen en onaanvaardbaar in precisietoepassingen. De scheidingslijnoppervlakken moeten vlak worden geslepen tot op 0,005 mm over het malvlak, en de klemkracht moet voldoende zijn om de scheidingslijn tijdens het injecteren en uitharden gesloten te houden tegen de druk in de holte. De vereiste klemkracht wordt berekend op basis van het geprojecteerde onderdeeloppervlak en de piekdruk in de holte, waarbij een typische veiligheidsfactor van 1,5 tot 2 wordt toegepast. Voor een LSR-matrijs met meerdere holtes die kleine medische componenten produceert, zijn klemkrachten van 50 tot 150 ton gebruikelijk, zelfs voor machines met bescheiden shotgroottes.
Ontluchtingsstrategie voor luchtevacuatie
Lucht die opgesloten zit in LSR-vormholten kan niet door het materiaal ontsnappen, zoals bij sommige thermoplastische processen waarbij gas in de smelt wordt geabsorbeerd. Opgesloten lucht in LSR produceert holtes, onvolledige vulling en oppervlaktedefecten die vooral zichtbaar zijn in transparante of doorschijnende LSR-verbindingen. Bij het ontwerpen van LSR-matrijzen worden twee ontluchtingsstrategieën gebruikt: passieve ontluchting via nauwkeurig geslepen scheidingslijnopeningen van 0,003 tot 0,005 mm diep geplaatst op de laatste vullocaties, en actieve vacuümontluchting waarbij een vacuümpomp de gesloten vormholten evacueert via speciale ontluchtingskanalen onmiddellijk vóór injectie. Vacuümondersteund LSR-gieten is verplicht voor onderdelen met complexe geometrie, dunne wanden van minder dan 0,5 mm, of toepassingen waarbij een nulruimte een kwaliteitsvereiste is, zoals bij implanteerbare medische componenten.
Thermisch ontwerp en lay-out van het verwarmingssysteem
Een uniforme matrijstemperatuur is essentieel voor een consistente uithardingssnelheid in alle holtes, vooral bij gereedschappen met meerdere holtes, waarbij temperatuurvariatie tussen holtes onderdelen produceert met verschillende hardheid, krimp en mechanische eigenschappen. Elektrische patroonverwarmers zijn de meest gebruikelijke verwarmingsmethode voor LSR-matrijzen, geïnstalleerd in nauwkeurig gelokaliseerde patronen die een temperatuuruniformiteit binnen ±3 °C over het caviteitsoppervlak bereiken, gemeten onder stabiele productieomstandigheden. Matrijstemperatuurregelaars speciaal voor LSR-taken handhaven een instelpuntnauwkeurigheid van ±1°C en reageren snel op de warmte-extractie die wordt veroorzaakt door elke cyclus koude LSR tegen het hete matrijsoppervlak te injecteren. Plaatsing van thermokoppels binnen 5 mm van het holteoppervlak (in plaats van in de malbasis) zorgt voor een meer representatieve feedback van de holtetemperatuur en een strakkere controle.
Belangrijke procesparameters en hun effect op de kwaliteit van onderdelen
Om het LSR-spuitgietproces te beheersen om consistente, defectvrije onderdelen te produceren, is inzicht nodig in de manier waarop elke procesparameter het uiteindelijke resultaat beïnvloedt. De volgende tabel geeft een overzicht van de kritische parameters, hun typische werkingsbereiken en de kwaliteitskenmerken die ze voornamelijk beïnvloeden:
| Parameter | Typisch bereik | Primair kwaliteitseffect |
| Schimmel temperatuur | 150–220°C | Volledigheid van de uitharding, cyclustijd, krimp |
| Injectiesnelheid | 10–80 mm/s schroefsnelheid | Vulbalans, luchtinsluiting, flitsrisico |
| Injectiedruk | 100–250 bar | Holte vullen, scheidingslijn flitsen |
| Genezingstijd | 15–90 seconden | Mechanische eigenschappen, scheurbaarheid van onderdelen |
| Materiaaltemperatuur (vat) | 5–25°C | Potlife, voortijdige geleringspreventie |
| Doseringsverhouding (A:B) | 1:1 ± 1% | Hardheid, verknopingsdichtheid, compressieset |
De uithardingstijd is vooral van invloed omdat te weinig uitgeharde LSR-onderdelen scheuren tijdens het uit de vorm halen, terwijl door te veel uitharden de cyclustijd aanzienlijk wordt verspild zonder de mechanische eigenschappen noemenswaardig te verbeteren zodra de volledige verknopingsdichtheid is bereikt. De minimale uithardingstijd voor een bepaalde matrijstemperatuur wordt vastgesteld door middel van een uithardingsonderzoek waarbij onderdelen met steeds kortere tussenpozen uit de vorm worden gehaald en worden getest op scheursterkte en compressieharding totdat de minimaal aanvaardbare uithardingstijd is vastgesteld. Bij de productie wordt een veiligheidsmarge van 10–15% toegevoegd aan de minimale uithardingstijd om rekening te houden met normale procesvariaties.
LSR-onderdelen ontwerpen voor vormbaarheid en prestaties
Bij het ontwerpen van onderdelen voor LSR-spuitgieten moet rekening worden gehouden met de unieke combinatie van het materiaal van hoge elasticiteit, lage modulus en aanzienlijke krimp tijdens het uitharden. Er zijn specifiek verschillende ontwerpregels van toepassing op LSR die verschillen van de ontwerprichtlijnen voor zowel thermoplastisch als geperst siliconenrubber:
- Uniformiteit van de wanddikte: LSR vloeit gemakkelijk in dunne secties, maar de zeer niet-uniforme wanddikte veroorzaakt verschillende uithardingssnelheden en restspanningen die kromtrekken veroorzaken na het verwijderen uit de vorm. Door de wanddiktevariatie binnen een verhouding van maximaal 3:1 (en idealiter 2:1) over het hele onderdeel te houden, wordt dit effect geminimaliseerd. Overgangen tussen dikke en dunne secties moeten geleidelijk en met een straal plaatsvinden in plaats van abrupte stappen.
- Trekhoeken voor ontkisten: Hoewel de hoge elasticiteit van LSR ervoor zorgt dat het over ondersnijdingen kan worden uitgerekt en uit de mal kan worden geklikt, verminderen trekhoeken van 3° tot 5° per zijde op binnenmuren de vereiste loskracht en verlengen ze de levensduur van de mal. Voor gestructureerde of gelijmde oppervlakken worden grotere trekhoeken van 5° tot 10° aanbevolen om scheuren van de oppervlaktetextuur tijdens het uitwerpen van onderdelen te voorkomen.
- Locatie en grootte van de poort: LSR-poorten moeten op de dikste dwarsdoorsnede van het onderdeel worden geplaatst, zodat het materiaal van dik naar dun kan stromen, waardoor het risico op korte schoten in fijne delen wordt verminderd. Tunnelpoorten en pinpoorten sluiten zichzelf netjes af in LSR dankzij het elastische herstel van het materiaal, waardoor ze de voorkeur verdienen boven randpoorten die sporen achterlaten die handmatig moeten worden bijgesneden.
- Krimpcompensatie in spouwafmetingen: LSR krimpt lineair 2-4% na het verwijderen uit de vorm en na het uitharden, en de afmetingen van de holte moeten worden vergroot met de verwachte krimp om de afmetingen van het beoogde onderdeel te bereiken. De krimp varieert afhankelijk van de hardheid van de verbinding, de uithardingstemperatuur en de geometrie van het onderdeel. Daarom zijn initiële gereedschapsproeven essentieel om de daadwerkelijke krimp voor elk specifiek samenstellings- en matrijsontwerp te kalibreren voordat het gereedschap wordt voltooid.
Veelvoorkomende defecten bij LSR-gieten en hun hoofdoorzaken
Zelfs met goed ontworpen matrijzen en goed geconfigureerde machines is LSR-spuitgieten gevoelig voor een reeks terugkerende defecten die een systematische diagnose en procesaanpassing vereisen om op te lossen. Het identificeren van de hoofdoorzaak van elk defect – of dit nu in de machine, de matrijs, het materiaal of de procesparameters ligt – is essentieel voor het implementeren van een effectieve corrigerende actie in plaats van het symptoom te maskeren met compenserende parameterwijzigingen.
- Flits: Het meest voorkomende LSR-defect, veroorzaakt door overmatige injectiedruk, onvoldoende klemkracht, versleten of niet-tolerante scheidingslijnoppervlakken, of doorbuiging van de mal onder holtedruk. Corrigerende maatregelen omvatten het verifiëren van de geschiktheid van de klemkracht, het opnieuw slijpen van scheidingslijnoppervlakken, het verminderen van de injectiesnelheid en -druk, en het controleren van de vlakheid van de matrijsplaat en de staat van de steunpilaar.
- Korte shots en onvolledige vulling: Veroorzaakt door onvoldoende schotvolume, geblokkeerde ventilatieopeningen, luchtinsluiting of materiaal dat gedeeltelijk in de loop of de koude runner is gegeleerd als gevolg van temperatuurschommelingen. Het controleren en reinigen van de ventilatiekanalen, het verifiëren van de temperatuur van de loop en de cold runner en het iets verhogen van het shotvolume zijn de eerste diagnostische stappen.
- Scheuren tijdens het ontvormen: Geeft te weinig uitharding aan als gevolg van onvoldoende uithardingstijd of een lage maltemperatuur. Het verlengen van de verblijftijd of het verhogen van de matrijstemperatuur met 5–10°C lost de meeste scheurproblemen op. Aanhoudend scheuren bij complexe geometrie kan duiden op een matrijsontwerpprobleem waarbij de geometrie van het onderdeel tijdens het uitwerpen spanningsconcentraties veroorzaakt die ontwerpaanpassing vereisen.
- Hardheidsvariatie tussen holtes: Veroorzaakt door een niet-uniforme matrijstemperatuur over de caviteitsplaat, waardoor verschillende uithardingssnelheden in verschillende caviteiten ontstaan. Thermokoppel-mapping van het matrijsoppervlak tijdens de productie identificeert warme en koude zones, en er worden aanpassingen gedaan aan de plaatsing van de verwarming of de stroomverdeling om thermische uniformiteit binnen de specificaties te bereiken.