Isolatoren spuitgietmachines vertegenwoordigen een cruciale vooruitgang in de productie van elektrische componenten, met name voor de productie van hoogwaardige isolatiematerialen die worden gebruikt in krachtoverbrenging, distributiesystemen en diverse elektrische toepassingen. Deze gespecialiseerde machines combineren precisietechniek met geavanceerde polymeerverwerkingstechnologie om isolatorcomponenten te creëren die voldoen aan strenge elektrische veiligheidsnormen en prestatie-eisen. De evolutie van deze machines heeft de manier veranderd waarop fabrikanten de productie van isolator benaderen, waardoor hogere outputvolumes, verbeterde consistentie en verbeterde materiaaleigenschappen mogelijk zijn die essentieel zijn voor de moderne elektrische infrastructuur.
De mondiale vraag naar betrouwbare elektrische isolatoren blijft groeien naarmate de elektriciteitsnetten zich uitbreiden en de systemen voor hernieuwbare energie zich steeds meer verspreiden. Spuitgiettechnologie is uitgegroeid tot de productiemethode die de voorkeur heeft vanwege het vermogen ervan om complexe geometrieën te produceren met uitstekende maatnauwkeurigheid, terwijl de kritische diëlektrische eigenschappen die nodig zijn voor elektrische isolatie behouden blijven. Het begrijpen van de mogelijkheden, selectiecriteria en operationele overwegingen van deze machines is essentieel voor fabrikanten die hun productieprocessen willen optimaliseren en superieure isolatorproducten op de markt willen brengen.
Inzicht in de kerntechnologie achter het spuitgieten van isolatoren
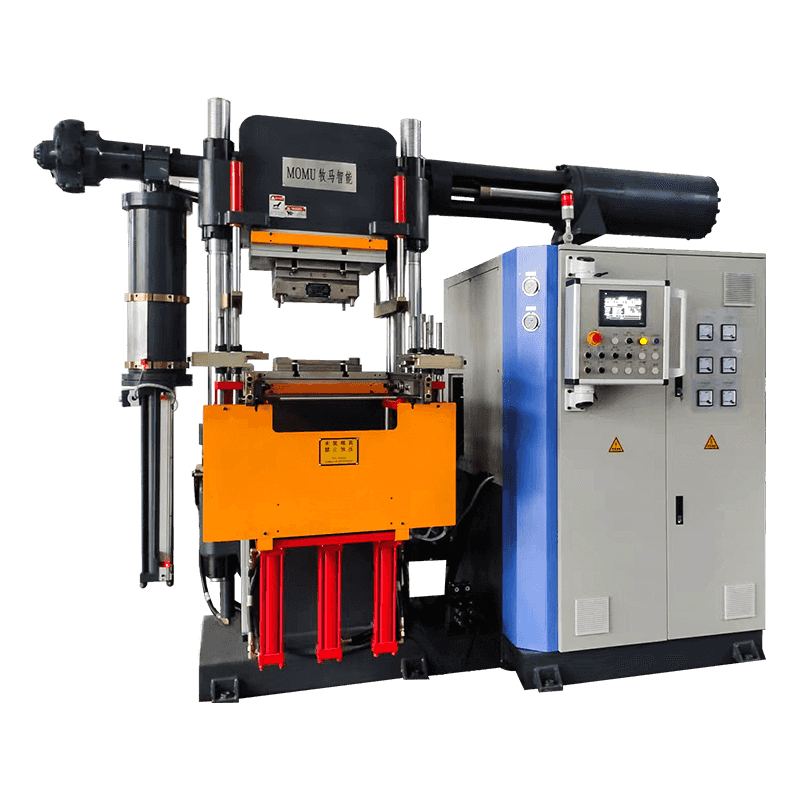
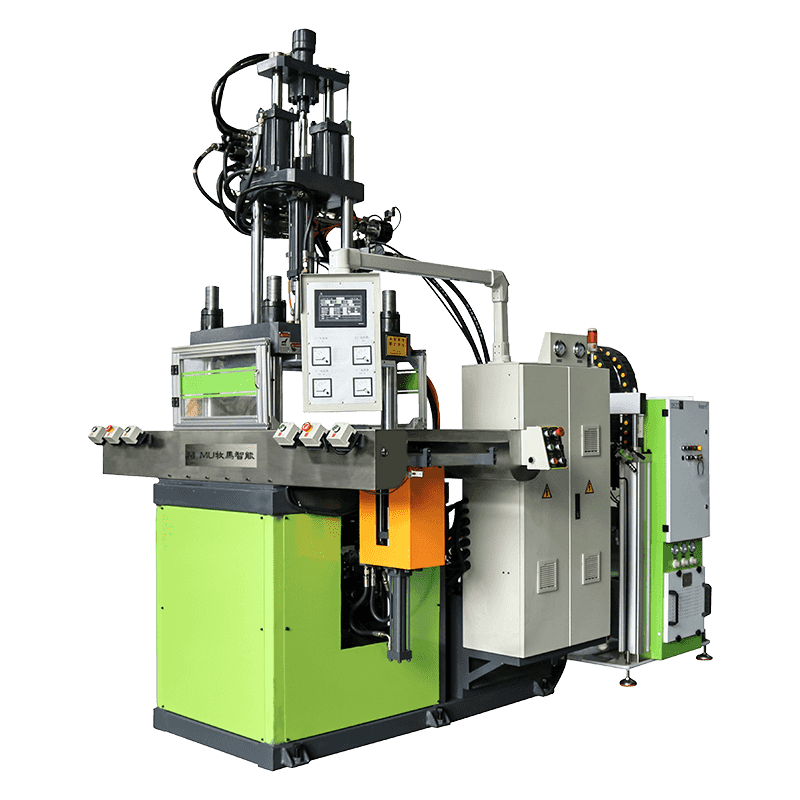
Spuitgietmachines voor isolatoren werken volgens fundamentele principes die specifiek zijn aangepast voor de verwerking van thermoplastische en thermohardende materialen met uitstekende isolerende eigenschappen. Het proces begint met ruwe polymeermaterialen, meestal epoxyharsen, siliconenrubber, polyethyleen of andere gespecialiseerde verbindingen, die in een verwarmd vat worden gevoerd waar ze worden gesmolten en gehomogeniseerd. Het gesmolten materiaal wordt vervolgens onder hoge druk geïnjecteerd in nauwkeurig ontworpen mallen die de uiteindelijke vorm en afmetingen van het isolatieonderdeel bepalen.
Wat spuitgietmachines voor isolatoren onderscheidt van standaard spuitgietapparatuur is hun gespecialiseerde configuratie voor het hanteren van materialen met specifieke elektrische en thermische eigenschappen. Deze machines bevatten nauwkeurige temperatuurcontrolesystemen die optimale verwerkingsomstandigheden handhaven voor isolerende polymeren, die vaak smalle verwerkingsvensters hebben. De injectie-eenheden zijn ontworpen om materialen met verschillende viscositeiten te verwerken en kunnen functies bevatten zoals vacuümontgassing om luchtbellen te elimineren die de diëlektrische sterkte in gevaar zouden kunnen brengen.
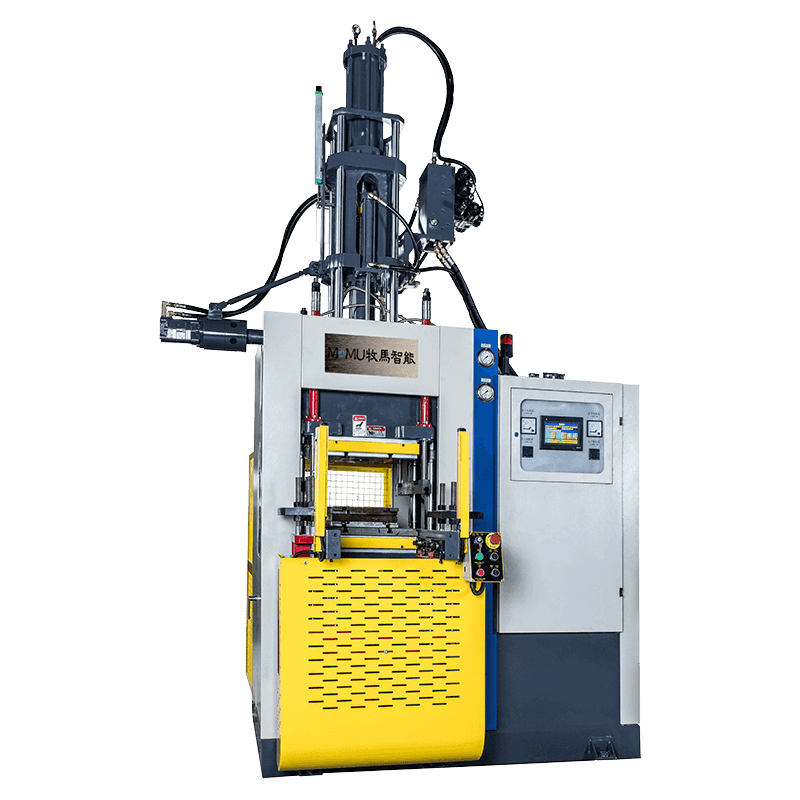
Het klemsysteem in deze machines moet voldoende kracht leveren om de mallen tijdens het injecteren gesloten te houden en tegelijkertijd rekening te houden met de thermische uitzettingseigenschappen van isolatiematerialen. Moderne machines zijn doorgaans voorzien van servohydraulische of volledig elektrische aandrijfsystemen die nauwkeurige controle bieden over de injectiesnelheid, druk en houdtijd - parameters die rechtstreeks van invloed zijn op de elektrische eigenschappen, mechanische sterkte en oppervlakteafwerking van het eindproduct.
Belangrijke materialen verwerkt bij het spuitgieten van isolatoren
De selectie van geschikte isolatiematerialen is van fundamenteel belang voor een succesvolle isolatorproductie. Verschillende toepassingen vereisen materialen met specifieke elektrische, mechanische en omgevingsbestendige eigenschappen. Door deze materialen te begrijpen, kunnen fabrikanten de juiste machineconfiguratie en verwerkingsparameters selecteren.
| Materiaalsoort | Primaire toepassingen | Belangrijkste eigenschappen |
| Epoxyharsen | Hoogspanningsisolatoren, bussen | Uitstekende diëlektrische sterkte, thermische stabiliteit |
| Siliconenrubber | Buitenisolatoren, kabelaccessoires | Weerbestendigheid, hydrofobiciteit, flexibiliteit |
| Polyethyleen (PE) | Kabelisolatie, laagspanningscomponenten | Laag diëlektrisch verlies, vochtbestendigheid |
| BMC/DMC-verbindingen | Onderdelen van stroomonderbrekers, schakelapparatuur | Boogweerstand, dimensionale stabiliteit |
Elke materiaalcategorie vereist specifieke machineconfiguraties en verwerkingsparameters. Thermohardende materialen zoals epoxyharsen en BMC-verbindingen vereisen machines met gespecialiseerde schroefontwerpen en verwarmingsprofielen om het uithardingsproces in de mal te initiëren en te controleren. Deze materialen kunnen na uitharding niet meer opnieuw worden gesmolten, waardoor procescontrole van cruciaal belang is om verspilling te minimaliseren en een consistente kwaliteit te garanderen. Omgekeerd bieden thermoplastische materialen zoals polyethyleen herverwerkingsflexibiliteit, maar vereisen ze nauwkeurige koelingscontrole om optimale kristalliniteit en elektrische eigenschappen te bereiken.
Kritieke machinespecificaties en selectiecriteria
Het selecteren van de juiste spuitgietmachine voor isolatoren vereist een zorgvuldige afweging van meerdere technische specificaties die aansluiten bij de productie-eisen en productkenmerken. De klemkracht vertegenwoordigt een van de meest fundamentele specificaties, doorgaans variërend van 50 tot 2000 ton voor de productie van isolator. Deze parameter moet voldoende zijn om de injectiedruk tegen te gaan en schimmelscheiding te voorkomen, wat flitsvorming en maatonnauwkeurigheden zou veroorzaken. De vereiste klemkracht hangt af van het geprojecteerde oppervlak van het onderdeel en de injectiedruk die nodig is om complexe geometrieën te vullen.
Injectiecapaciteit en shotgrootte bepalen de maximale hoeveelheid materiaal die in één cyclus kan worden geïnjecteerd. Voor de productie van isolator moet deze specificatie niet alleen rekening houden met het onderdeelvolume, maar ook met het runnersysteem en eventuele verspilling. Machines worden doorgaans geselecteerd met een benutting van de opnamecapaciteit van 40-70% om een consistente weekmaking te garanderen en materiaaldegradatie door overmatige verblijftijd in het vat te voorkomen.
De volgende factoren zijn essentieel bij het evalueren van machinespecificaties:
- Schroefontwerp en L/D-verhouding geschikt voor het specifieke isolatiemateriaal, met gespecialiseerde schroeven voor thermohardende verbindingen met lagere compressieverhoudingen en terugslagkleppen geschikt voor reactieve materialen
- Temperatuurcontrolezones met voldoende verwarmings- en koelcapaciteit om nauwkeurige thermische profielen te behouden, vooral van cruciaal belang voor materialen met smalle verwerkingsvensters
- Injectiesnelheid en drukcontrolemogelijkheden die meertrapsinjectieprofielen mogelijk maken om stroompatronen te optimaliseren en interne spanningen te minimaliseren
- Matrijstemperatuurregelsystemen die consistente temperaturen over grote matrijsoppervlakken kunnen handhaven, waarbij vaak externe temperatuurregeleenheden met verwarmings- en koelmogelijkheden nodig zijn
- Verfijning van het besturingssysteem met datalogging, procesbewaking en kwaliteitscontrole-integratie om traceerbaarheid en consistente productie te garanderen
Optimaliseren van productieprocessen voor kwaliteitsisolatoren
Het bereiken van een consistente kwaliteit bij de productie van isolator vereist een nauwgezette optimalisatie van de parameters van het spuitgietproces. De relatie tussen verwerkingsomstandigheden en eindproducteigenschappen is complex, waarbij meerdere variabelen op elkaar inwerken om de elektrische prestaties, mechanische sterkte en maatnauwkeurigheid te beïnvloeden. Temperatuurbeheer is misschien wel de meest kritische factor, die de materiaalstroomeigenschappen, de uithardingssnelheid van thermohardende materialen en het kristallisatiegedrag in thermoplastische materialen beïnvloedt.
Vattemperatuurprofielen moeten zorgvuldig worden vastgesteld op basis van het specifieke materiaal dat wordt verwerkt. Voor op epoxy gebaseerde isolatoren worden de temperaturen doorgaans tussen 80 en 120 °C gehouden om de hars vloeibaar te houden zonder voortijdige uitharding. De matrijstemperaturen voor thermohardende materialen zijn aanzienlijk hoger, vaak 150-180°C, om volledige uitharding binnen aanvaardbare cyclustijden te vergemakkelijken. Deze verhoogde matrijstemperaturen vereisen gespecialiseerde verwarmingssystemen en isolatie om de thermische stabiliteit en de veiligheid van de operator te behouden.

Injectiesnelheid en drukoptimalisatie
De injectiefase heeft een kritische invloed op de interne structuur en oppervlaktekwaliteit van het eindproduct. Hoge injectiesnelheden kunnen jetting, vloeisporen en overmatige verwarming door afschuiving veroorzaken, waardoor het polymeer kan worden aangetast of zwakke grensvlakken kunnen ontstaan. Omgekeerd kan een te langzame injectie resulteren in een onvolledige vulling, vooral in complexe geometrieën met dunne secties of lange stromingspaden. Dankzij meertrapsinjectieprofielen kunnen fabrikanten deze concurrerende eisen in evenwicht brengen, door hogere snelheden te gebruiken voor het vullen van bulk, gevolgd door lagere snelheden naarmate de matrijs zijn voltooiing nadert.
Houddruk en tijd zorgen voor een adequate pakking van de vormholte terwijl het materiaal afkoelt en krimpt. Voor isolatoren is een goede pakking essentieel om holtes te minimaliseren en maattoleranties te behouden. De houddruk varieert doorgaans van 40-70% van de maximale injectiedruk en wordt gehandhaafd totdat de poort stolt, waardoor terugstroming wordt voorkomen en de volumetrische krimp wordt gecompenseerd.
Overwegingen bij het ontwerp van matrijzen voor elektrische isolatoren
De matrijs vertegenwoordigt een cruciaal onderdeel in het spuitgietsysteem van isolatoren en heeft een directe invloed op de productkwaliteit, productie-efficiëntie en productiekosten. Isolatiematrijzen moeten worden ontworpen met zorgvuldige aandacht voor elektrische vereisten, met kenmerken die een uniforme materiaalverdeling bevorderen, spanningsconcentraties minimaliseren en het volledig vullen van complexe geometrieën zoals loodsen, ribben en montagehardware-interfaces vergemakkelijken.
Het ontwerp en de locatie van de poort hebben een aanzienlijke invloed op de eigenschappen van het eindproduct. Voor isolatoren worden poorten doorgaans zo geplaatst dat een evenwichtige vulling wordt gegarandeerd en laslijnen in gebieden met hoge spanning worden geminimaliseerd. Voor grote isolatoren kunnen meerdere poortsystemen worden gebruikt om de injectiedruk te verminderen en de materiaalverdeling te verbeteren. Het poorttype (rand, onderzeeër of hotrunner) moet worden geselecteerd op basis van de materiaaleigenschappen, onderdeelgeometrie en esthetische vereisten.
Ontluchting is vooral van cruciaal belang voor isolatormatrijzen vanwege de diëlektrische vereisten van het eindproduct. Opgesloten lucht kan holtes creëren die de elektrische spanning concentreren en tot voortijdige uitval leiden. Adequate ventilatiekanalen, doorgaans 0,02-0,05 mm diep, moeten worden ingebouwd op stroombeëindigingspunten en rond kernpennen, terwijl ze ondiep genoeg zijn om materiaalflits te voorkomen.
Kwaliteitscontrole en testnormen
Kwaliteitsborging bij de productie van isolatoren gaat verder dan alleen dimensionale verificatie en omvat ook elektrische testen en validatie van materiaaleigenschappen. Moderne spuitgietactiviteiten voor isolatoren omvatten in-line monitoringsystemen die kritische procesparameters in realtime volgen, onmiddellijke feedback geven over de processtabiliteit en snelle interventie mogelijk maken wanneer zich afwijkingen voordoen.
Elektrische testprotocollen voor gegoten isolatoren omvatten doorgaans het testen van de diëlektrische sterkte, die het vermogen van het materiaal verifieert om gespecificeerde spanningsniveaus te weerstaan zonder defect te raken. Deze tests worden uitgevoerd op monsteronderdelen van elke productiebatch met behulp van gekalibreerde hoogspanningstestapparatuur. Aanvullende elektrische tests kunnen metingen van de oppervlakte- en volumeweerstand, evaluatie van de volgweerstand en tests van gedeeltelijke ontlading voor hoogspanningstoepassingen omvatten.
Het testen van mechanische eigenschappen zorgt ervoor dat isolatoren bestand zijn tegen installatiespanningen en bedrijfsbelastingen. Veel voorkomende tests omvatten metingen van de treksterkte, buigsterkte en slagvastheid. Omgevingstests simuleren verouderingseffecten door versnelde verwering, thermische cycli en blootstelling aan chemicaliën of UV-straling, waardoor de prestatiebetrouwbaarheid van de isolator op lange termijn wordt gevalideerd.
Onderhoud en operationele best practices
Om spuitgietmachines voor isolatoren in optimale staat te houden, zijn systematische preventieve onderhoudsprogramma's nodig die zowel mechanische als thermische systemen aanpakken. Regelmatige inspectie en onderhoud voorkomen onverwachte stilstand en zorgen voor een consistente productkwaliteit. Hydraulische systemen vereisen periodieke olieverversingen, filtervervanging en druktests om een responsieve controle te behouden en vervuiling te voorkomen. Servo-elektrische machines hebben regelmatige inspectie van kogelomloopspindels, lineaire geleidingen en elektrische componenten nodig om precisie en betrouwbaarheid te garanderen.
De cilinder- en schroefconstructie vereist bijzondere aandacht vanwege hun blootstelling aan hoge temperaturen en schurende vulstoffen die gebruikelijk zijn in isolatiematerialen. Regelmatige inspectie op slijtagepatronen, goede spoelprocedures tussen materiaalwisselingen en tijdige vervanging van versleten onderdelen voorkomen kwaliteitsproblemen en materiaalverontreiniging. Temperatuursensoren en verwarmingselementen moeten periodiek worden gekalibreerd om een nauwkeurige thermische controle te garanderen.
Operatortraining vertegenwoordigt een vaak onderschat aspect van succesvolle isolatorproductie. Goed opgeleid personeel kan vroegtijdige waarschuwingssignalen van procesafwijkingen identificeren, adequaat reageren op kwaliteitsproblemen en de machine-instellingen optimaliseren voor nieuwe producten of materialen. Uitgebreide trainingsprogramma's moeten de bediening van de machine, veiligheidsprotocollen, materiaalbehandeling, kwaliteitscontroleprocedures en basistechnieken voor probleemoplossing omvatten. Documentatie van procesparameters, onderhoudsactiviteiten en kwaliteitsstatistieken maakt continue verbetering mogelijk en levert waardevolle gegevens op voor procesoptimalisatie en probleemoplossing.