Hoe een rubberen spuitgietmachine werkt
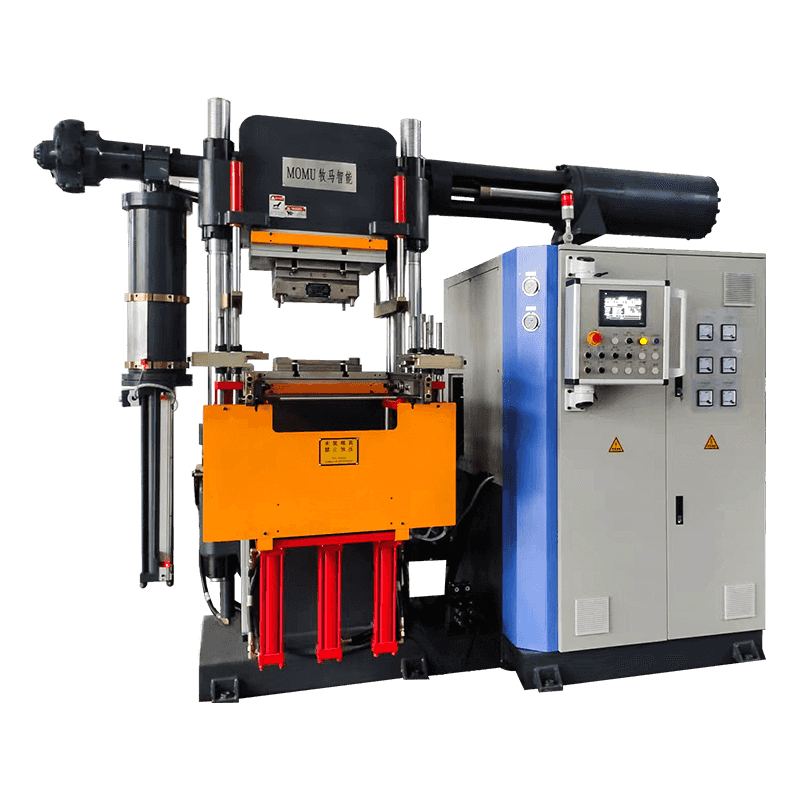
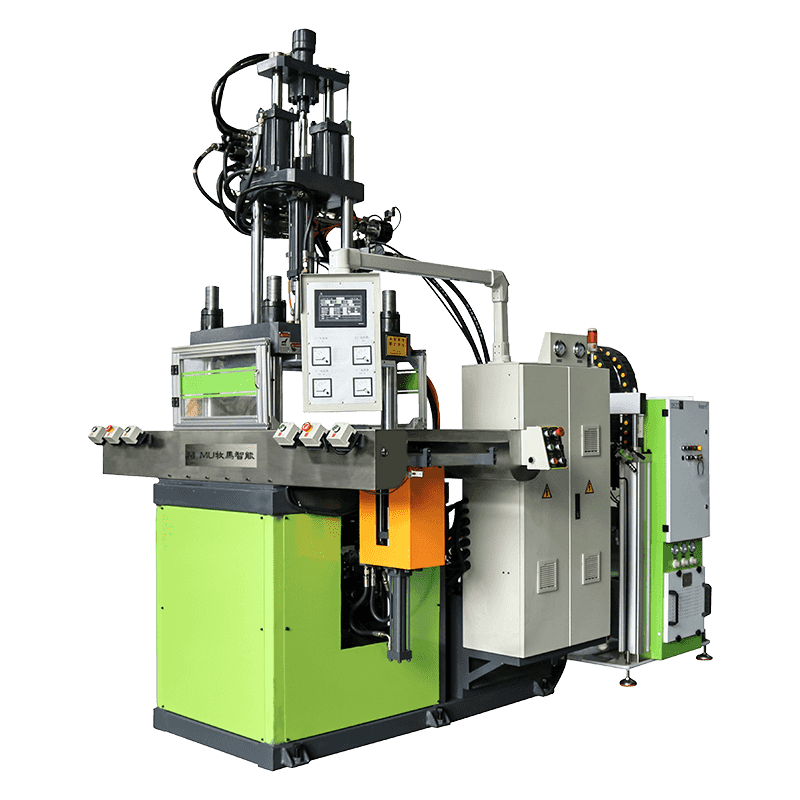
A rubber spuitgietmachine transformeert ruwe rubbercompound in afgewerkte onderdelen door het materiaal te verwarmen en onder druk in een gesloten vormholte te dwingen. In tegenstelling tot compressiegieten, waarbij ruw rubber rechtstreeks in een open mal wordt geplaatst, wordt bij spuitgieten het rubber vooraf weekgemaakt in een verwarmd vat voordat het via een mondstuk in een afgesloten mal wordt geïnjecteerd. Dit proces zorgt voor snellere cyclustijden, nauwere toleranties en minder materiaalverspilling, waardoor het vooral geschikt is voor de grootschalige productie van technische rubberen componenten.
Het rubbermengsel wordt doorgaans in strip- of pelletvorm in de machine gevoerd. Een roterende schroef of plunjer beweegt het materiaal door het vat terwijl verwarmingselementen het op de juiste verwerkingstemperatuur brengen. Zodra het rubber een optimale viscositeit heeft bereikt, wordt het in de vormholte geïnjecteerd, waar het onder gecontroleerde hitte en druk uithardt voordat het als afgewerkt onderdeel wordt uitgeworpen.
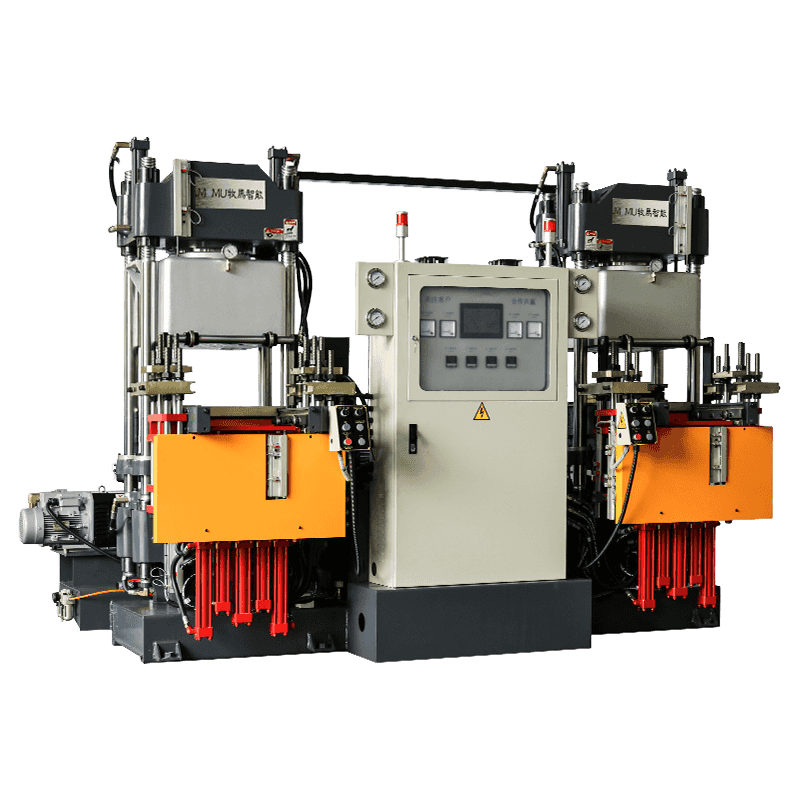
Hoofdcomponenten van de machine
Door elk belangrijk onderdeel te begrijpen, kunnen operators productieproblemen oplossen en instellingen voor verschillende rubberverbindingen en onderdeelgeometrieën optimaliseren.
Essentiële onderdelen en hun functies
- Injectie-eenheid: weekt en injecteert het rubbermengsel in de mal
- Klemeenheid: houdt de matrijshelften onder hoge druk bij elkaar tijdens het injecteren en uitharden
- Verwarmingssysteem: handhaaft nauwkeurige vat- en matrijstemperaturen voor consistente uitharding
- Hydraulische of elektrische aandrijving: drijft de rotatie, injectie en klembeweging van de schroef aan
- Besturingssysteem: beheert de temperatuur, druk, injectiesnelheid en cyclustiming
- Ejectorsysteem: laat het afgewerkte onderdeel na uitharding los uit de mal
Moderne machines maken steeds vaker gebruik van elektrische aandrijfsystemen in plaats van puur hydraulische, waardoor een nauwkeurigere controle over de injectiesnelheid mogelijk is en het energieverbruik tijdens inactieve perioden tussen de cycli wordt verminderd.

Spuitgieten vergelijken met andere rubbervormmethoden
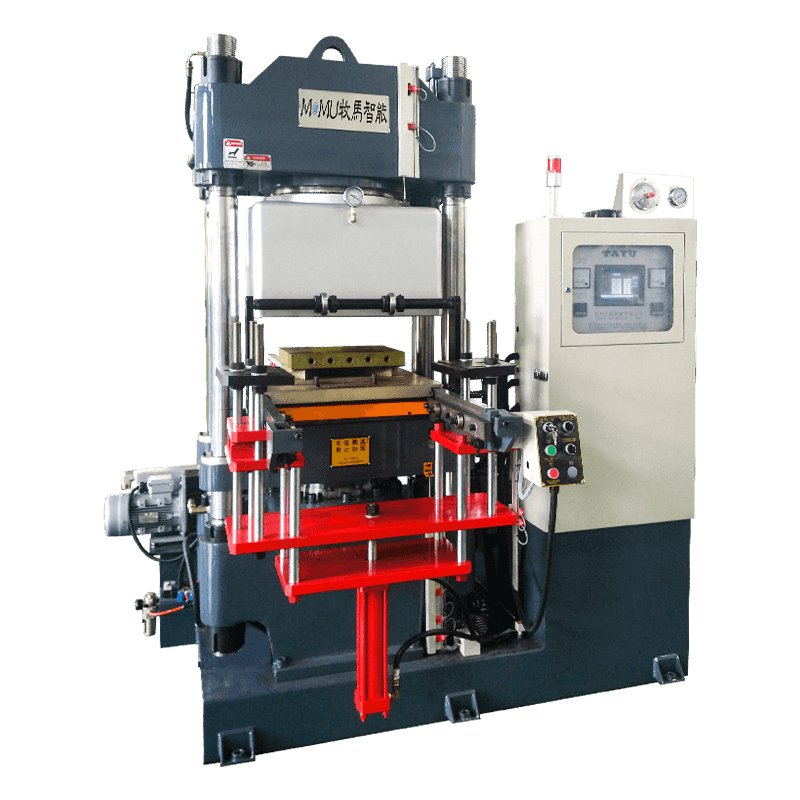
Fabrikanten die voor een vormproces kiezen, moeten spuitgieten afwegen tegen compressie- en transfergieten, omdat elke methode verschillende voordelen biedt, afhankelijk van de complexiteit van het onderdeel, het productievolume en het budget.
| Methode | Cyclustijd | Materieel afval | Beste voor |
| Spuitgieten | Snel | Laag | Complexe onderdelen met groot volume |
| Compressiegieten | Langzamer | Hoger | Eenvoudige vormen, laag volume |
| Overdrachtgieten | Matig | Matig | Onderdelen met metalen inzetstukken |
Spuitgieten blijkt over het algemeen kosteneffectiever op schaal, ondanks de hogere gereedschapskosten vooraf, omdat kortere cyclustijden en minder afval de initiële investering bij grote productieruns compenseren.
Gemeenschappelijke toepassingen in alle sectoren
Rubberspuitgietmachines produceren een breed scala aan componenten die worden gebruikt in de automobiel-, medische, elektrische en consumptiegoederenindustrie. Het proces wordt vooral gewaardeerd voor onderdelen die nauwe maattoleranties of consistente fysieke eigenschappen in grote batches vereisen.
Typische producten gemaakt door middel van spuitgieten
- Auto-afdichtingen, pakkingen en doorvoertules
- Onderdelen van medische apparaten, zoals afdichtingen en stoppers
- Elektrische connectoren en isolatiedelen
- O-ringen en industriële pakkingen
- Consumentenproducten zoals handvatten, afdichtingen en beschermhoezen
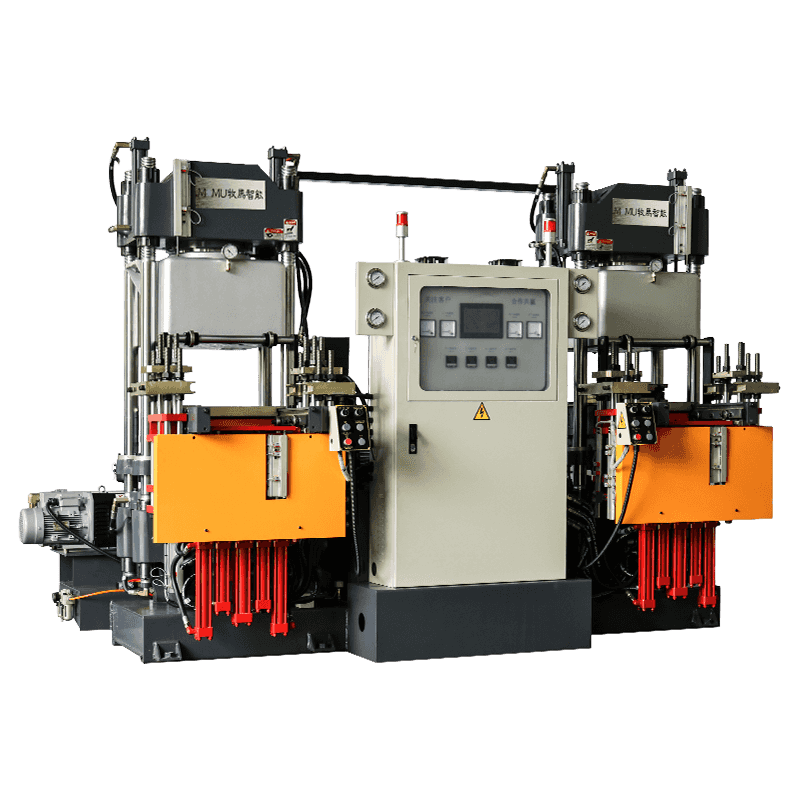
Omdat spuitgieten mallen met meerdere holtes ondersteunt, kunnen fabrikanten tientallen identieke onderdelen in één cyclus produceren, waardoor de doorvoer aanzienlijk toeneemt in vergelijking met compressievormopstellingen met één holte.
Sleutelfactoren die de kwaliteit van gegoten onderdelen beïnvloeden
Het bereiken van consistente, defectvrije rubberen onderdelen hangt af van het zorgvuldig beheersen van verschillende procesvariabelen tijdens de productie. Kleine afwijkingen in temperatuur of druk kunnen leiden tot defecten zoals flits, porositeit of onvolledige uitharding.
Kritieke procesvariabelen om te monitoren
Injectiedruk en snelheid bepalen hoe volledig het rubber de vormholte vult voordat het uitharden begint, waarbij onvoldoende druk vaak korte schoten of zwakke breilijnen veroorzaakt. De temperatuur van het vat en de mal moet binnen het door de fabrikant van het mengsel aanbevolen bereik blijven, aangezien oververhitting voortijdige uitharding in het vat kan veroorzaken, ook wel verschroeien genoemd, terwijl onvoldoende warmte leidt tot onvolledige uitharding en zwakkere mechanische eigenschappen.
De uithardingstijd speelt ook een belangrijke rol bij de kwaliteit van de onderdelen en de productie-efficiëntie. Als u de uithardingstijd langer verlengt dan nodig is, wordt de doorvoer verminderd zonder de prestaties van de onderdelen te verbeteren, terwijl het te kort brengen van de uithardingstijd het risico met zich meebrengt dat onderdelen te weinig uitgehard zijn en de duurzaamheidstests niet doorstaan. Fabrikanten voeren doorgaans proefbatches uit met verschillende uithardingstijden om voor elke specifieke verbinding de optimale balans tussen kwaliteit en cyclusefficiëntie te identificeren.
Onderhoudstips voor langdurige machineprestaties
Routinematig onderhoud zorgt ervoor dat een rubberspuitgietmachine efficiënt blijft werken en helpt ongeplande stilstand te voorkomen die de productieschema's kan verstoren. Het opzetten van een consistente onderhoudsroutine verlengt ook de levensduur van cruciale componenten zoals schroeven, cilinders en mallen.
Dagelijkse taken omvatten onder meer het verwijderen van achtergebleven rubber van de mondstuk- en maloppervlakken, aangezien opbouw defecten in volgende onderdelen kan veroorzaken en de slijtage van malholtes kan vergroten. Wekelijkse controles moeten het peil van de hydraulische vloeistof verifiëren en de afdichtingen op lekkage inspecteren, aangezien storingen in het hydraulische systeem tot de meest voorkomende oorzaken van onverwachte stilstand van de machine behoren.
Periodieke inspectie van verwarmingselementen en temperatuursensoren zorgt voor nauwkeurige metingen, omdat defecte sensoren stilletjes kwaliteitsproblemen kunnen veroorzaken, lang voordat ze een zichtbare storing veroorzaken. Het bijhouden van gedetailleerde onderhoudsgegevens helpt ook bij het identificeren van slijtagepatronen in de loop van de tijd, waardoor fabrieksmanagers de vervanging van onderdelen proactief kunnen plannen in plaats van reactief te reageren op storingen.