Wat een speciale vormmachine van BMC eigenlijk doet
Een speciale vormmachine van BMC is speciaal ontworpen voor het verwerken van bulkvormmassa, een thermohardend materiaal gemaakt van onverzadigde polyesterhars gemengd met glasvezel, minerale vulstoffen en verharders. In tegenstelling tot spuitgietmachines voor algemeen gebruik die zijn gebouwd voor thermoplastische kunststoffen, moet een BMC-machine een pasta- of stopverfachtige verbinding verwerken die onomkeerbaar uithardt onder hitte en druk in plaats van eenvoudigweg te smelten en weer te stollen. Dit fundamentele chemieverschil is de drijvende kracht achter bijna elke ontwerpbeslissing in de machine, van de schroefgeometrie tot het temperatuurcontrolesysteem van de matrijs.
Deze machines worden veel gebruikt voor de productie van elektrische componenten zoals behuizingen van stroomonderbrekers, onderdelen van schakelapparatuur, isolatoren en connectorlichamen, maar ook auto-onderdelen zoals koplampreflectoren, motorkappen en hitteschilden. De aantrekkingskracht van BMC ligt in de uitstekende elektrische isolatie-eigenschappen, hittebestendigheid en maatvastheid. Daarom investeren fabrikanten in machines die specifiek rond dit materiaal zijn gebouwd in plaats van standaard injectiepersen aan te passen.
Kerncomponenten die BMC-machines onderscheiden
De weekmaker op een speciale vormmachine van BMC maakt doorgaans gebruik van een schroef met lage compressie en een geringe vluchtdiepte, omdat de verbinding niet hoeft te worden gesmolten zoals plastic pellets dat doen. In plaats daarvan is het de taak van de schroef om het materiaal te transporteren en lichtjes te verwarmen zonder overmatige schuifwarmte te genereren, wat voortijdige uitharding in de loop zelf zou kunnen veroorzaken. Overmatige schuifkracht is een van de meest voorkomende oorzaken van schroef- of cilinderschade op deze machines, dus de instellingen voor schroefsnelheid en tegendruk zijn veel conservatiever dan bij een typische thermoplastische pers.
De mal zelf wordt verwarmd in plaats van gekoeld, meestal tot een temperatuur tussen 140°C en 170°C, afhankelijk van de specifieke harsformulering, aangezien uitharden een door warmte geactiveerde chemische reactie is in plaats van een door koeling aangedreven stolling. Verwarming wordt doorgaans bereikt door elektrische patroonverwarmers of oliecirculatiekanalen die in de matrijsplaten zijn ingebouwd, en een nauwkeurige, gelijkmatige temperatuurverdeling over het matrijsoppervlak is van cruciaal belang om kromtrekken of onvolledige uitharding in dikkere delen van het onderdeel te voorkomen.
Belangrijkste subsystemen op een typische machine
- Injectie- of transferunit voor het toevoeren van compound in de matrijsholte
- Verwarmd plaatsysteem voor het handhaven van een consistente matrijstemperatuur
- Klemeenheid met een formaat dat bestand is tegen de interne druk die tijdens het uitharden ontstaat
- Vacuüm- of ventilatiesysteem om ingesloten lucht en vluchtige bijproducten te verwijderen
- Automatisch uitwerpsysteem ontworpen om broze, vers uitgeharde onderdelen voorzichtig te behandelen
Compressie-, transfer- en spuitgietconfiguraties
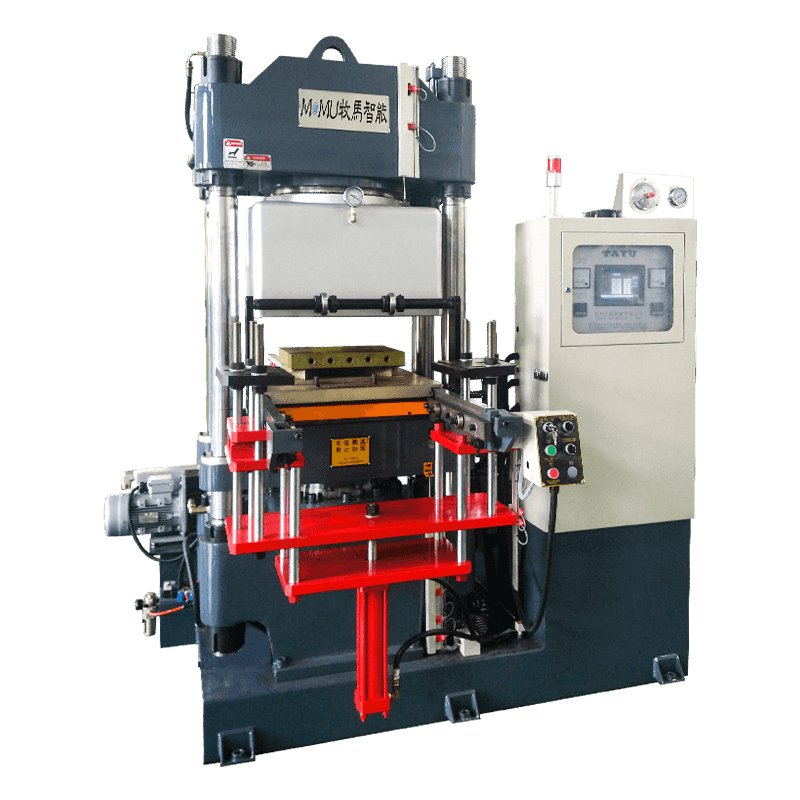
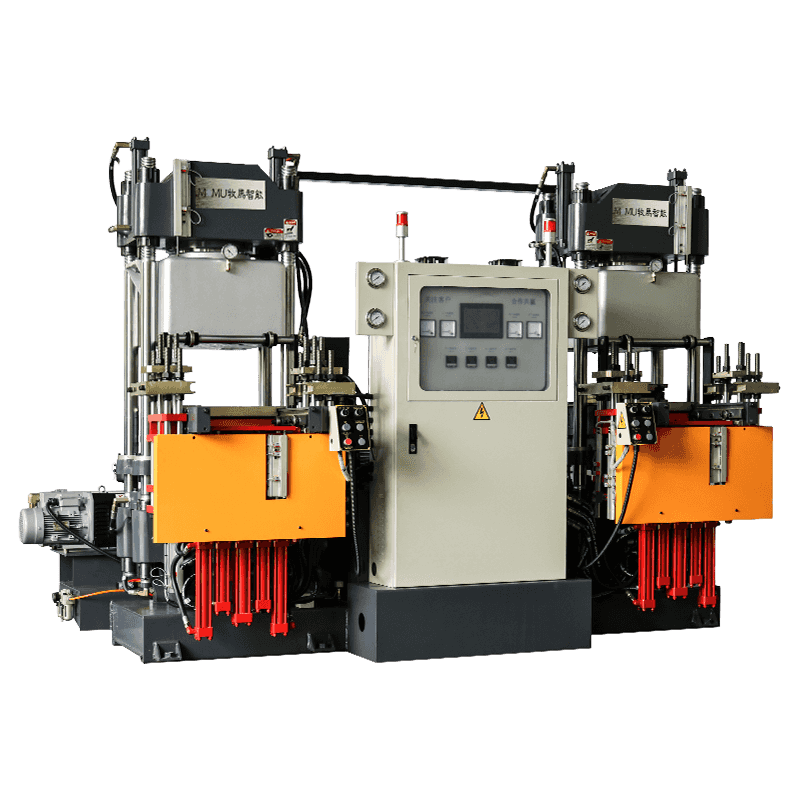
Speciale vormmachines van BMC zijn verkrijgbaar in drie hoofdconfiguraties, elk geschikt voor verschillende onderdeelgeometrieën en productievolumes. Compressievormpersen plaatsen eenvoudigweg een afgemeten lading compound in een open, verwarmde vormholte en sluiten vervolgens de vorm onder hoge druk om het materiaal te dwingen de vorm te vullen tijdens het uitharden. Deze methode werkt goed voor eenvoudigere geometrieën en wordt vaak gekozen vanwege de lagere gereedschapskosten en de zachtere omgang met de vezelversterking, waardoor een groter deel van de mechanische sterkte van de verbinding behouden blijft.
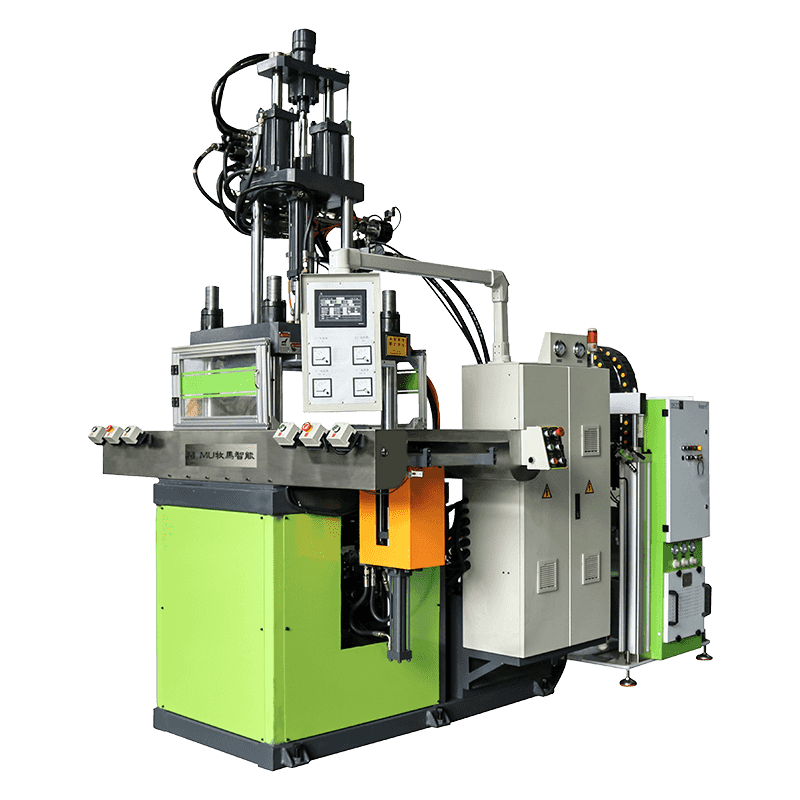
Overdrachtvormmachines gebruiken een aparte pot om het mengsel voor te verwarmen voordat een plunjer het door lopers in een gesloten mal duwt. Dit maakt complexere onderdeelgeometrieën en een betere maatvoering mogelijk dan rechtstreeks persgieten, hoewel de vezelversterking wel aan iets meer schuifkracht wordt onderworpen als deze door smalle geleiders gaat. Spuitgietmachines aangepast voor BMC gaan nog een stap verder en gebruiken een heen en weer bewegende schroef om het mengsel continu rechtstreeks in een gesloten mal te voeren, wat geschikt is voor de productie van grote volumes van onderdelen met een gemiddelde complexiteit.
Kiezen tussen de drie methoden
| Methode | Beste voor | Typische cyclustijd |
| Compressie | Eenvoudige vormen, onderdelen met hoge sterkte | 60 tot 120 seconden |
| Transfer | Matige complexiteit, inzetstukgieten | 45 tot 90 seconden |
| Injectie | Hoog volume, complexe geometrie | 20 tot 60 seconden |
Een productierun correct opzetten
Voordat met een productierun wordt begonnen, moeten operators controleren of de matrijstemperatuur in alle zones is gestabiliseerd, aangezien een temperatuurverschil van zelfs vijf tot tien graden tussen delen van een grote matrijs ongelijkmatige uitharding en interne spanning kan veroorzaken. De meeste moderne BMC-machines bevatten temperatuurregelaars voor meerdere zones met onafhankelijke uitlezingen, en het is de moeite waard om elke zone afzonderlijk te controleren in plaats van te vertrouwen op een enkele gemiddelde meting.
Het laadgewicht is een andere kritische variabele. Te weinig compound zorgt voor korte shots of gaten in het oppervlak, terwijl te veel flitsen en overmatig materiaalverlies bij de scheidingslijn veroorzaakt. Operators bepalen doorgaans het juiste ladingsgewicht door middel van een reeks proefopnamen, waarbij ze de compound vóór elke poging nauwkeurig wegen en in kleine stappen aanpassen totdat het onderdeel volledig is gevuld met minimale flits. Zodra het juiste gewicht is vastgesteld, moet dit worden gedocumenteerd en consistent worden gebruikt, omdat BMC-compound het soort on-the-fly aanpassing niet tolereert dat gebruikelijk is bij thermoplastische kunststoffen.
De klemkracht moet ook worden afgestemd op het geprojecteerde oppervlak van het onderdeel en de interne druk die wordt gegenereerd tijdens het uitharden, waarbij doorgaans een vuistregel tussen 800 en 1500 psi voor het geprojecteerde oppervlak wordt gevolgd, hoewel dit varieert afhankelijk van de specifieke samenstelling en de geometrie van het onderdeel. Onderklemmen leidt tot onnauwkeurigheid in de afmetingen, terwijl overmatig klemmen de slijtage van de mal en trekstangen kan versnellen zonder de kwaliteit van het onderdeel te verbeteren.
Beheer van de uithardingstijd en cyclusefficiëntie
De uithardingstijd is de grootste factor die bepaalt hoeveel onderdelen een BMC-machine per uur kan produceren, en hangt af van de dikte van het onderdeel, de matrijstemperatuur en het specifieke uithardingsmiddel dat in de samenstellingsformulering wordt gebruikt. Dikkere secties vereisen langere uithardingstijden omdat warmte tot in de kern moet doordringen voordat de reactie door het hele onderdeel is voltooid. Als je te vroeg aan een onderdeel trekt, riskeer je kromtrekken of onvolledige mechanische eigenschappen, zelfs als het oppervlak er volledig uitgehard uitziet.
Veel fabrikanten gebruiken een algemene richtlijn voor het uitharden gedurende ongeveer dertig seconden per millimeter wanddikte bij standaard matrijstemperaturen, hoewel dit altijd moet worden geverifieerd aan de hand van het gegevensblad van de specifieke harsleverancier in plaats van te worden behandeld als een universele regel. Het uitvoeren van een differentiële scanningcalorimetrietest op een nieuwe partij samengestelde stoffen kan helpen de daadwerkelijke uithardingskinetiek te bevestigen voordat een productiecyclustijd wordt aangehouden, vooral bij het wisselen van leverancier of harspartij.
Factoren die de cyclustijd beïnvloeden
- Dikte van de deelwand en de totale materiaalmassa
- Vormoppervlaktetemperatuur en uniformiteit over de holtes
- Type verharder en concentratie in de compound
- Aanwezigheid van metalen inzetstukken, die kunnen fungeren als koellichamen en de lokale uitharding kunnen vertragen
- Aantal holtes en hoe gelijkmatig de verbinding daartussen is verdeeld
Veelvoorkomende defecten en hun hoofdoorzaken
Omdat BMC-gieten een chemische uithardingsreactie inhoudt in plaats van eenvoudige stolling, zijn defecten vaak terug te voeren op thermische of timingproblemen in plaats van op de mechanische instellingen die thermoplastische probleemoplossing domineren. Blaasvorming op het oppervlak is bijvoorbeeld meestal het gevolg van opgesloten vluchtige stoffen of lucht die niet konden ontsnappen voordat het oppervlak werd bedekt, wat wijst op een behoefte aan betere ontluchting van de schimmel of een aangepaste vacuümsequentie in plaats van een verandering in de injectiesnelheid.
| Defect | Waarschijnlijke oorzaak | Aanbevolen oplossing |
| Oppervlakte blaarvorming | Opgesloten vluchtige stoffen of lucht | Verbeter de ontluchting, pas de vacuümtiming aan |
| Vervorming na uitwerpen | Onvoldoende uithardingstijd of ongelijkmatige schimmelwarmte | Verleng de uitharding, breng de verwarmingszones opnieuw in evenwicht |
| Overmatige flits | Overbelasting of lage klemkracht | Verminder het laadgewicht, controleer het klemtonnage |
| Vezelshow of ruwheid | Overmatige schuifkracht tijdens het voeren | Lagere schroefsnelheid en tegendruk |
Onderhoudspraktijken die de levensduur van de machine verlengen
Uitgeharde BMC-resten die achterblijven in de loop, lopers of matrijsoppervlakken zijn schurend en kunnen de slijtage van schroeven, keerringen en holteoppervlakken versnellen als ze niet regelmatig worden schoongemaakt. De meeste faciliteiten plannen een grondige spoeling en mechanische reiniging aan het einde van elke dienst, waarbij gebruik wordt gemaakt van speciale reinigingsmiddelen die zijn ontworpen om uitgeharde harsresten te verzachten zonder de verchroomde matrijsoppervlakken te beschadigen.
Verwarmingsbanden en thermokoppels moeten volgens een vast schema worden gecontroleerd, omdat een falende verwarmingszone vaak eerst zichtbaar is als een subtiele kwaliteitsafwijking in plaats van als een voor de hand liggende machinefout. Door een onderhoudslogboek bij te houden waarin de weerstandsmetingen van de verwarming, metingen van schroefslijtage en trends in de hydraulische druk in de loop van de tijd worden vastgelegd, wordt het veel gemakkelijker om een zich ontwikkelend probleem op te sporen voordat het een partij afgedankte onderdelen veroorzaakt.
De toestand van de hydraulische vloeistoffen verdient ook regelmatig aandacht, omdat de hoge klemkrachten die bij het BMC-gieten betrokken zijn, voortdurend druk uitoefenen op afdichtingen en kleppen. Door filters op tijd te vervangen en de vloeistoftemperatuur tijdens lange productieruns te monitoren, wordt het geleidelijke drukverloop voorkomen, dat stilletjes invloed kan hebben op het tonnage van de klem en de afmetingen van de onderdelen gedurende weken gebruik.
De juiste machine voor uw toepassing selecteren
Wanneer u een speciale vormmachine van BMC evalueert voor aankoop, stem dan het klemtonnage en de shotgrootte af op uw grootste verwachte onderdeel in plaats van op uw gemiddelde onderdeel, aangezien het te klein maken van een machine voor toekomstige projecten een veel voorkomende en kostbare fout is. Bedenk ook of uw productmix neigt naar eenvoudige, zeer sterke onderdelen die de voorkeur geven aan compressiegieten, of complexe geometrieën met inzetstukken die de voorkeur geven aan overdracht- of injectieconfiguraties.
Kijk ten slotte goed naar het aantal zones en het reactievermogen van het temperatuurregelsysteem, aangezien inconsistente matrijsverwarming een van de meest hardnekkige bronnen van kwaliteitsvariatie is bij de BMC-productie. Een machine met een fijnere zoneregeling en een snellere reactie van de verwarming zal over het algemeen consistentere onderdelen produceren over lange productieruns, zelfs als de kosten vooraf iets hoger zijn dan die van een eenvoudiger alternatief.